EDICIÓN N° 200 MAY/JUN 2026
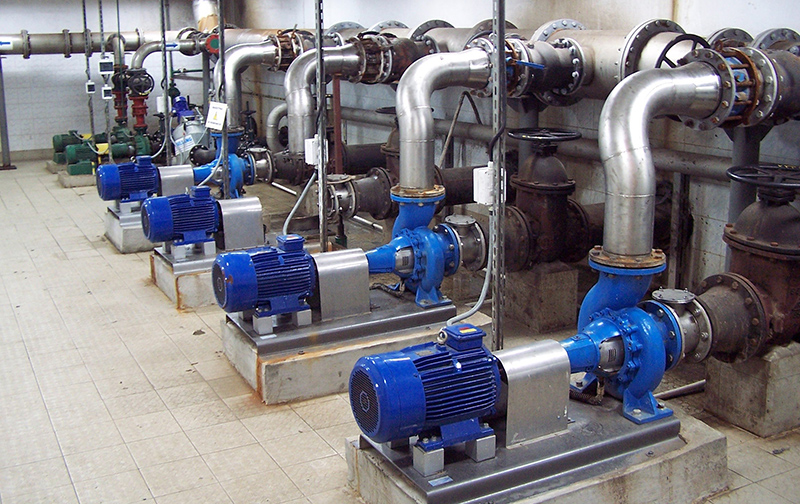
Para Bombeo Subterráneo
Las bombas SP y SQ de Grundfos favorecen la optimización hidráulica y energética en esta tarea.

EDICIÓN N° 200 MAY/JUN 2026
Eficiencia y confiabilidad
WEG provee soluciones integrales que optimizan el uso de energía, la descarbonización y la operación para...

EDICIÓN N° 200 MAY/JUN 2026
Más Salud para el Norte
Atención de especialistas, programas preventivos y formación de médicos son algunas iniciativas que impulsa...

EDICIÓN N° 200 MAY/JUN 2026
Monitoreo Inteligente
Sepa qué beneficios y desafíos conlleva el empleo de la inteligencia artificial en el monitoreo de las...

EDICIÓN N° 200 MAY/JUN 2026
Chañaral, otra zona de sacrificio
Estudio de emisiones reciente identificó que se supera la norma de MP10 en el promedio anual.

EDICIÓN N° 200 MAY/JUN 2026
Analizadores Claves
Los analizadores de gases permiten elevar la producción, la seguridad y el control de las operaciones...

EDICIÓN N° 200 MAY/JUN 2026
VigIA: Inteligencia ambiental
La plataforma de monitoreo continuo VigIA, desarrollada por Proterm, convierte datos en inteligencia ambiental...

EDICIÓN N° 200 MAY/JUN 2026
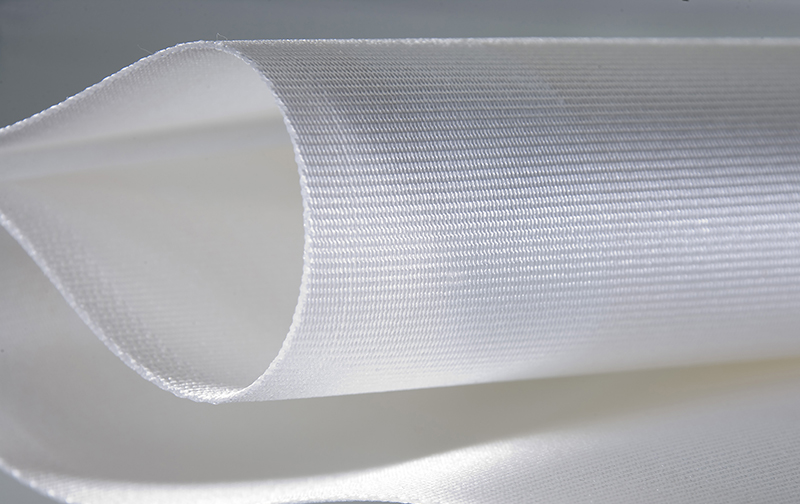
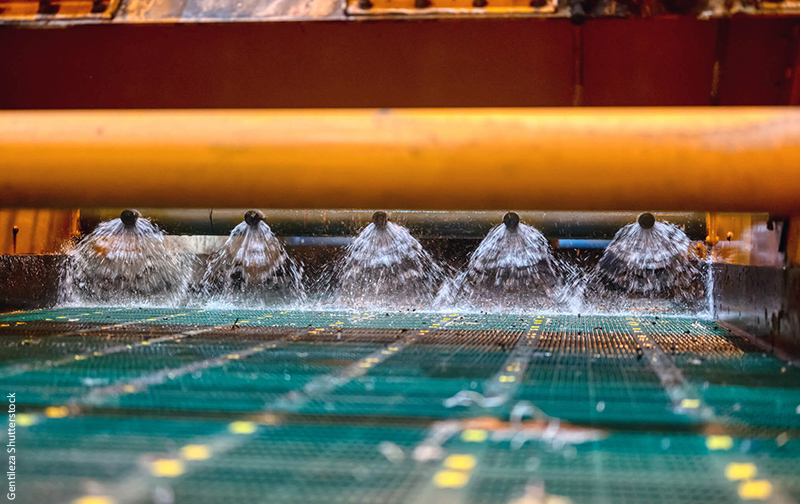
Filtración Beneficiosa
La filtración de relaves, con telas de diseño adecuado, maximiza la recuperación de agua, optimiza la...
EDICIÓN N° 200 MAY/JUN 2026
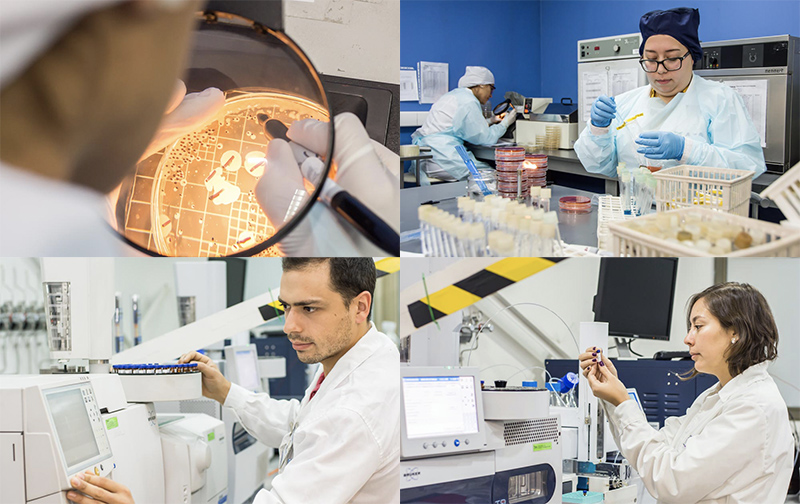
Mediciones Confiables
En un contexto de mayor conciencia ambiental empresarial, SGS Chile provee servicios de muestreo y medición...

EDICIÓN N° 200 MAY/JUN 2026
Apoyo Gigante
Junto con mejorar progresivamente su desempeño ambiental, China ha colaborado en este ámbito con Chile desde...

EDICIÓN N° 200 MAY/JUN 2026
Más Valor para los NFU
Como socio tecnológico y estratégico, FOR REC provee innovaciones para valorizar al máximo los neumáticos...

EDICIÓN N° 200 MAY/JUN 2026
Los Argumentos de la Ministra
"Agilizar la gestión no es bajar el estándar ambiental, sino hacer que el Estado cumpla bien y a tiempo su...

EDICIÓN N° 200 MAY/JUN 2026
Hitos y Desafíos
Con motivo de la edición 200 de InduAmbiente, catorce personas que han aportado de distinta manera al...

EDICIÓN N° 199 MAR/ABR 2026
Especiales para Relaves
Las válvulas que operan con estos residuos mineros deben tener diseños robustos y cualidades especiales para...

EDICIÓN N° 199 MAR/ABR 2026
Financiamiento en Acción
Relevamos las principales iniciativas públicas y privadas, así como las barreras aún presentes, para...

EDICIÓN N° 199 MAR/ABR 2026
Seguridad a la Carga
Expertos proponen medidas para prevenir accidentes en el transporte de sustancias peligrosas como el ocurrido...

EDICIÓN N° 199 MAR/ABR 2026
Cómo impulsar el H2V
Presentamos la renovada Estrategia Nacional de Hidrógeno Verde y otras propuestas para desarrollar esta...

EDICIÓN N° 199 MAR/ABR 2026
Bombeo bajo el Agua
¿Sabe qué condiciones técnicas deben cumplir las bombas sumergibles que operan con aguas servidas? Aquí se...

EDICIÓN N° 199 MAR/ABR 2026
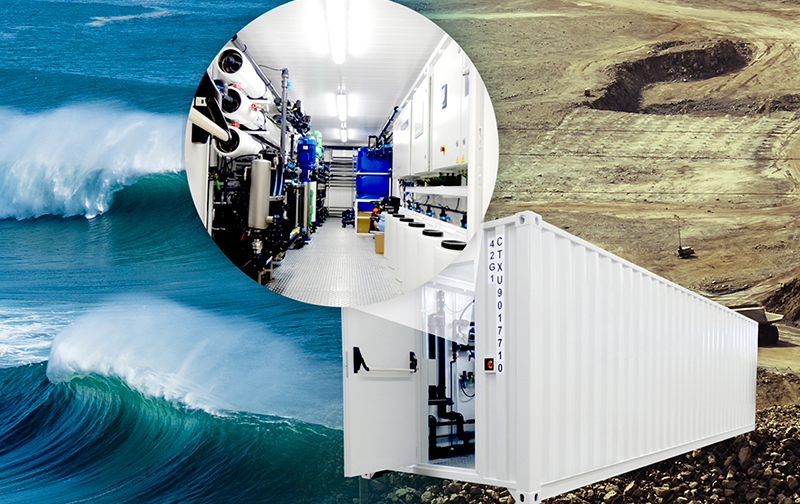
Válvulas para desaladoras
¿Qué características deben tener las válvulas usadas en las plantas que desalinizan el agua de mar y cómo...

EDICIÓN N° 199 MAR/ABR 2026
Agua del Mar a los Procesos
Aunque tres faenas mineras en Chile usan agua marina sin desalar, la opción de que esta práctica se extienda...

EDICIÓN N° 199 MAR/ABR 2026
El Poder de la Biomasa
Fundamental en la oferta de energía primaria en Chile, la biomasa sigue teniendo un uso creciente a nivel...

EDICIÓN N° 199 MAR/ABR 2026
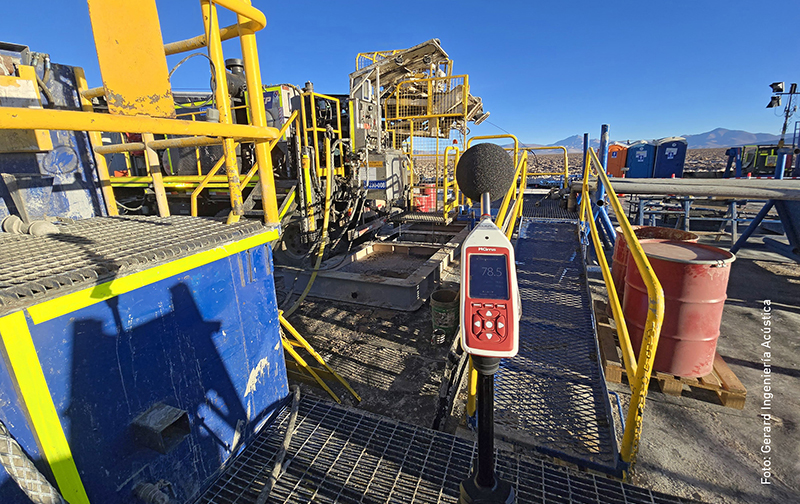
¡Oiga con atención!
Revisamos los principales cambios de la nueva norma de ruido para fuentes fijas y sus posibles efectos para...
EDICIÓN N° 199 MAR/ABR 2026
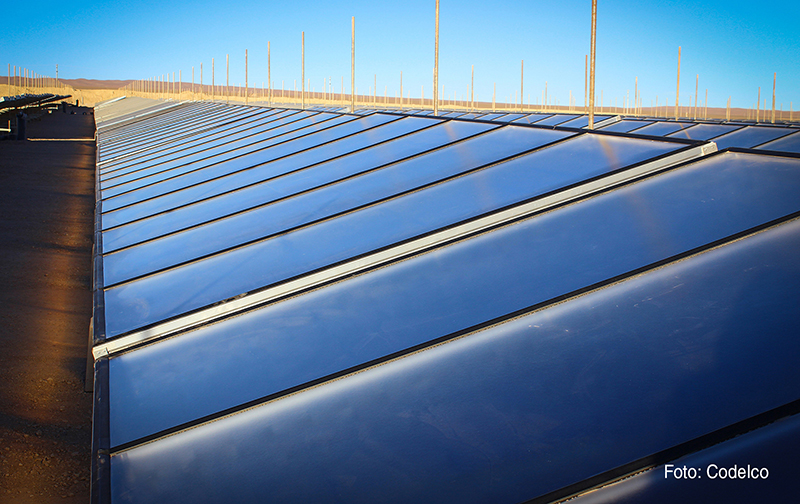
Descarbonizar con ERNC
El creciente uso de energías renovables ha permitido a la gran industria y minería reducir su huella de...

EDICIÓN N° 199 MAR/ABR 2026
Para Reducir el Metano
Los rellenos sanitarios son las principales fuentes de este potente gas de efecto invernadero en Chile....

EDICIÓN N° 199 MAR/ABR 2026
Controle la Corrosión
La corrosión puede afectar seriamente a los sistemas de bombeo. Sepa cómo evitarla y afrontarla.

EDICIÓN N° 199 MAR/ABR 2026
Pesca de Calor
Presentamos oportunidades para recuperar calor y ahorrar combustible en plantas que producen harina de pescado...

EDICIÓN N° 199 MAR/ABR 2026
La Adaptación en la Minería
¿De qué manera el sector minero está afrontando los efectos del cambio climático? Revisamos los avances,...

EDICIÓN N° 199 MAR/ABR 2026
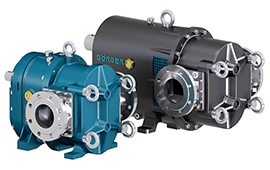
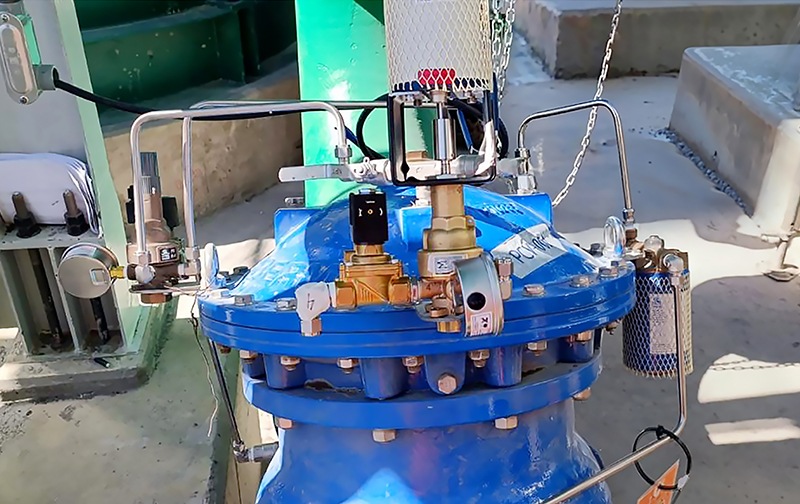
Continuidad Operacional
Ese es parte de los beneficios que garantizan las válvulas Dorot en el control de fluidos industriales.

EDICIÓN N° 199 MAR/ABR 2026
Recirculación Óptima
Con la optimización y el control remoto de sistemas de recirculación de agua, BFS Chile aporta a la...

EDICIÓN N° 199 MAR/ABR 2026
El Derrotero Ambiental
Exponemos la hoja de ruta de la administración Kast en esta área, así como la visión de la industria y los...

EDICIÓN N° 199 MAR/ABR 2026
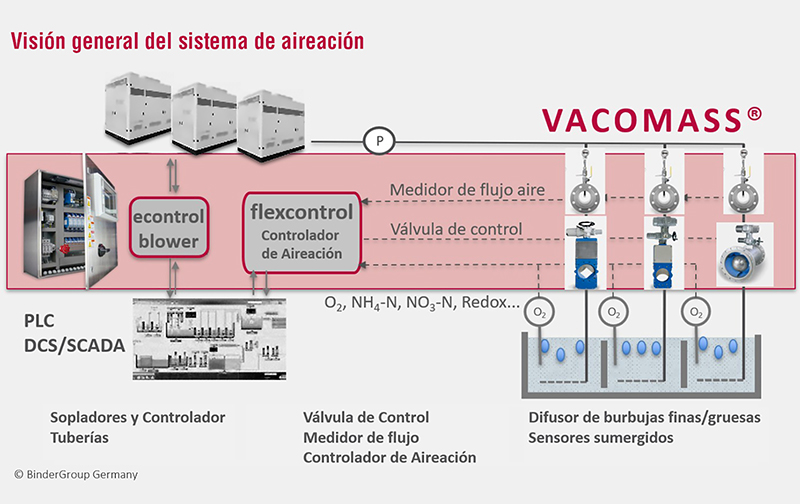
Optimiza la Aireación
Vacomass integra control inteligente, sensores de alta exactitud y válvulas diseñadas para este proceso en...
EDICIÓN N° 199 MAR/ABR 2026
Mirada Sistémica
El nuevo escenario regulatorio de evaluación ambiental exige a las empresas una gestión enfocada en la...

EDICIÓN N° 199 MAR/ABR 2026
Cooperación Histórica
Es la que tienen el estado y empresas suizas con Chile en materias ambientales como calidad del aire, cambio...

EDICIÓN N° 199 MAR/ABR 2026
El Agua en el Campo
Especialistas analizan los avances y desafíos para la gestión eficiente del agua en la agricultura y en la...

EDICIÓN N° 198 ENE/FEB 2026
Buses con Menos Ruido
Presentamos los cambios aprobados en la norma de emisión de ruidos para buses de locomoción colectiva urbana...

24 de abril de 2026
Competencias Circulares
¿Qué avances y desafíos presenta el desarrollo de las capacidades técnicas y profesionales para impulsar...

EDICIÓN N° 198 ENE/FEB 2026
Para Pesca y Celulosa
Conozca opciones para cumplir con las normas de olores para estos sectores, que entrarán en vigor en junio.

EDICIÓN N° 198 ENE/FEB 2026
De Proa a Popa
La gestión ambiental y producción limpia siguen permeando la actividad pesquera industrial, especialmente en...

EDICIÓN N° 198 ENE/FEB 2026
Las Barreras Acústicas
Sepa qué factores determinan la eficiencia de las pantallas que se usan para controlar ruido, sus...

EDICIÓN N° 198 ENE/FEB 2026
Olores en Tratamiento
Conozca las tecnologías y normas que ayudan a controlar el olor en las plantas de tratamiento de aguas...

EDICIÓN N° 198 ENE/FEB 2026
Salmonicultura Renovable
Las empresas salmoneras han ido ampliando el uso de energías renovables, con beneficios para sus procesos y...

EDICIÓN N° 198 ENE/FEB 2026
Remedio para los Residuos
Aunque a paso lento, la gestión adecuada y valorización de los residuos farmacológicos domiciliarios exhibe...

EDICIÓN N° 198 ENE/FEB 2026
Plástico Circular
Gracias a la Ley REP y otras iniciativas público-privadas, las tasas de valorización de residuos plásticos...

EDICIÓN N° 198 ENE/FEB 2026
Disposición Crítica
En Chile, el 20% de los residuos domiciliarios se dispone en sitios que cumplieron su vida útil, alerta un...

EDICIÓN N° 198 ENE/FEB 2026
Clave REP: Trazabilidad
Precisión, auditabilidad y responsabilidad técnica compartida: pilares fundamentales para el cumplimiento de...

EDICIÓN N° 198 ENE/FEB 2026
A Reciclar sin Límites
Más empresas y hogares se siguen sumando al sistema de gestión de envases y embalajes de ReSimple para...

EDICIÓN N° 198 ENE/FEB 2026
Entregamos silencio
Infratek desarrolla soluciones acústicas integradas para controlar el ruido en autopistas y vías férreas.

EDICIÓN N° 198 ENE/FEB 2026
Eliminar, No Enmascarar
Con tecnologías y servicios a la medida, Ecolife ofrece soluciones que buscan neutralizar efectivamente los...

EDICIÓN N° 198 ENE/FEB 2026
Valorización Integral
Con centros especializados, Resiter provee soluciones integrales para valorizar residuos orgánicos, con...

EDICIÓN N° 198 ENE/FEB 2026
Optimice el Reciclaje
Conozca las innovaciones con que FOR REC mejora el tratamiento y valorización de residuos electrónicos y...

EDICIÓN N° 198 ENE/FEB 2026
Más Energía desde Residuos
Con un sistema BESS que almacenará la electricidad generada en su relleno sanitario, Santa Marta elevará su...

EDICIÓN N° 198 ENE/FEB 2026
La Ósmosis en las Calderas
Sepa cómo optimizar el funcionamiento de la ósmosis inversa en el tratamiento de agua de alimentación para...

EDICIÓN N° 198 ENE/FEB 2026
Exploración Amigable
Una revisión de las nuevas tecnologías con que se busca reducir el impacto ambiental y social en esta etapa...

EDICIÓN N° 198 ENE/FEB 2026
La Ley contra los Incendios
Especialistas analizan los aportes y las carencias del proyecto que busca fortalecer la prevención de...

EDICIÓN N° 197 NOV/DIC 2025
Trabajando con el Viento
¿Cómo se prepara al personal a cargo del montaje, operación y mantenimiento de los parques eólicos en...

EDICIÓN N° 197 NOV/DIC 2025
¿Y el Factor Climático?
El cambio climático tiene efectos que los proyectos de inversión deben considerar. Sepa cómo evaluarlos...

EDICIÓN N° 197 NOV/DIC 2025
¿Cuándo y cuánto regar?
Eso ayudan a determinar las sondas de humedad del suelo, aportando al uso eficiente del agua en la...

EDICIÓN N° 197 NOV/DIC 2025
El Agua en la Leche
¿Cuánta agua se consume en el proceso de producción de leche?, ¿qué hacen las empresas para optimizar su...

EDICIÓN N° 197 NOV/DIC 2025
Reúso y eficiencia
BFS Chile provee soluciones para convertir efluentes en agua útil y optimizar su gestión, aportando...
EDICIÓN N° 197 NOV/DIC 2025
Membranas sin Incrustaciones
Ese y otros beneficios genera el empleo de aditivos NAT-OR que ofrece Inquinat Chile en sistemas de osmosis...

EDICIÓN N° 197 NOV/DIC 2025
Saneando Acuíferos
GB CINCO Ambiental desarrolla soluciones para remediar las aguas subterráneas, una tarea vital en medio de la...

EDICIÓN N° 197 NOV/DIC 2025
SBAP y Sitios Prioritarios
¿Cómo compatibilizar la conservación de la biodiversidad con las actividades productivas? En ECOS Chile...

EDICIÓN N°197 - NOV/DIC 2025
Control Basado en Amonio
El monitoreo continuo y el control de amonio en la aireación permiten a las PTAS cumplir el DS 90 y optimizar...

EDICIÓN N°197 - NOV/DIC 2025
Cómo Gestionar la Permisología
Integrar la asesoría jurídica desde el diseño de los proyectos es uno de los consejos de TM Abogados para...

EDICIÓN N° 197 NOV/DIC 2025
Cómo Santiago recuperó su río
En 2010, el proyecto Mapocho Urbano Limpio, impulsado por Aguas Andinas y el Estado, eliminó todas las...

EDICIÓN N° 197 NOV/DIC 2025
Ultrafiltración Evolucionada
La nueva tecnología de membranas QuantumFlux de LG Nano H2O redefine la durabilidad y la...

EDICIÓN N° 197 NOV/DIC 2025
Conducta a Imitar
Con todas sus empresas socias verificadas bajo Responsible Care, Asiquim busca ahora que este sistema de...

EDICIÓN N° 197 NOV/DIC 2025
Soluciones para la Remediación
Seminario InduAmbiente permitió conocer avances regulatorios, experiencias y servicios para sanear y...

EDICIÓN N° 197 NOV/DIC 2025
Químicos contra Incendios
Conozca los productos químicos usados para controlar incendios forestales, así como las condiciones para su...

EDICIÓN N° 197 NOV/DIC 2025
Minería carbono neutral
La industria minera en Chile, con apoyo del Estado, está intensificando sus acciones para alcanzar esa...

EDICIÓN N° 197 NOV/DIC 2025
Para Cuidar el Aire
El nodo Bettair monitorea la contaminación atmosférica con alta precisión y en tiempo real. AyT lo...

EDICIÓN N° 197 NOV/DIC 2025
Entre la Acción y la Inacción
Especialistas exponen los principales logros de la COP30 y los temas, aún sin acuerdo, que deberían...

EDICIÓN N° 197 NOV/DIC 2025
Kast y el Medio Ambiente
Entre las propuestas del presidente electo están agilizar la tramitación ambiental, modernizar la...

EDICIÓN N° 197 NOV/DIC 2025
DS 90: Crecen las Exigencias
Detallamos las principales modificaciones incluidas en la revisión de esta norma de emisión, sobre las que...

EDICIÓN N° 197 NOV/DIC 2025
Soportes del cumplimiento
Una labor clave realizan las consultoras ambientales para que los proyectos de inversión acaten la...

EDICIÓN N° 196 SEP/OCT 2025
Controlando el Benceno
Revisamos las técnicas usadas para medir y analizar en laboratorio la concentración de benceno en el aire y...

EDICIÓN N° 196 SEP/OCT 2025
Industrializada y Sostenible
La construcción industrializada avanza en Chile con proyectos e innovaciones que generan beneficios...

EDICIÓN N° 196 SEP/OCT 2025
Cargadas de Litio
Presentamos los beneficios, oportunidades de optimización y opciones de reemplazo de las baterías de...

EDICIÓN N° 196 SEP/OCT 2025
Solución para los Relaves
Sepa cómo funciona Tecnosuelo, tecnología que puede encapsular contaminantes y convertir pasivos ambientales...

EDICIÓN N° 196 SEP/OCT 2025
Ablandadores para Calderas
Conozca datos útiles para optimizar la operación de estos equipos clave para tratar el agua de reposición...

EDICIÓN N° 196 SEP/OCT 2025
Descarbonización a la Carga
Revisamos algunas iniciativas del transporte de carga para reemplazar el uso de combustibles fósiles y...

EDICIÓN N° 196 SEP/OCT 2025
Data Centers Sostenibles
IFX integra la eficiencia energética, la descarbonización y la responsabilidad ambiental en toda su...

EDICIÓN N° 196 SEP/OCT 2025
Reconocimiento AVONNI
Innergex impulsó innovación destacada con el Avonni Regiones Centro-Sur Campomar 2025, por su aporte a la...

EDICIÓN N° 196 SEP/OCT 2025
Energía para la competitividad
Grupo Neoelectra lidera soluciones integrales en materia de eficiencia energética y sostenibilidad para la...

EDICIÓN N° 196 SEP/OCT 2025
Calidad Asegurada
Para ALS el aseguramiento de la calidad (QA/QC) en sus laboratorios es crucial para entregar datos confiables...

EDICIÓN N° 196 SEP/OCT 2025
Logística sin Huella
Con innovaciones como el primer camión a H2v que operará en Chile, Marval Clean Logistics apoya...

EDICIÓN N° 196 SEP/OCT 2025
Almacenamiento Renovable
Chile lidera el uso de sistemas de baterías (BESS) para almacenar energías renovables en Latinoamérica....

EDICIÓN N° 196 SEP/OCT 2025
Medir para Descarbonizar
Endress+Hauser provee soluciones de medición precisas, confiables y adaptables a los desafíos técnicos de...

EDICIÓN N° 196 SEP/OCT 2025
Monitoreo Portátil
Los equipos portátiles de monitoreo de emisiones amplían las capacidades de los laboratorios y optimizan la...

EDICIÓN N° 196 SEP/OCT 2025
Cita con la Remediación
Avances regulatorios, experiencias y servicios para rehabilitar sitios contaminados serán parte de seminario...

EDICIÓN N° 196 SEP/OCT 2025
Motor de Sostenibilidad
Como líder global en el diseño y fabricación de motores eléctricos, WEG provee soluciones para industrias...

EDICIÓN N° 196 SEP/OCT 2025
Hacia una Industria Circular
Especialistas analizan los avances y desafíos de los sectores productivos en la implementación de la...

EDICIÓN N° 196 SEP/OCT 2025
Ambiente Presidencial
Conozca las principales propuestas de los postulantes a La Moneda en medio ambiente y energía para avanzar...

EDICIÓN N° 196 SEP/OCT 2025
Al Calor de las ERNC
El uso térmico de las energías renovables no convencionales en los sectores productivos en Chile es aún...
17 de octubre de 2025
Eficiencia en Construcción
Con la incorporación de materiales y soluciones que reducen el uso de agua, el sector construcción sigue...

EDICIÓN N° 195 JUL/AGO 2025
Saneamiento Submarino
Conozca de qué se trata la remoción de sedimentos marinos contaminados y una de las principales tecnologías...

EDICIÓN N° 195 JUL/AGO 2025
Pérdida Vital
El 32% del agua potable producida en Chile no se factura, en parte por pérdidas en la distribución. ¿Cómo...

EDICIÓN N° 195 JUL/AGO 2025
Conciliación en Juicio
Analizamos este mecanismo para resolver controversias socioambientales, así como los beneficios y desventajas...

EDICIÓN N° 195 JUL/AGO 2025
Cambios en Evaluación
Detallamos los criterios y umbrales de ingreso al SEIA modificados por la autoridad y sus eventuales efectos...

EDICIÓN N° 195 JUL/AGO 2025
Biopilas para Descontaminar
Especialistas explican en qué consiste la remediación mediante biopilas, para qué sirve y cómo optimizar...

EDICIÓN N° 195 JUL/AGO 2025
Aliado estratégico
INERCO gestiona los riesgos por contaminación de suelos y aguas, tarea clave en la sostenibilidad y...

EDICIÓN N° 195 JUL/AGO 2025
Análisis para la Remediación
Los análisis de laboratorio son claves para conocer los contaminantes a tratar y definir soluciones eficaces...

EDICIÓN N° 195 JUL/AGO 2025
El Aporte del Sernafor
¿De qué modo el nuevo Servicio Nacional Forestal contribuirá a una gestión más sustentable de los bienes...

EDICIÓN N° 195 JUL/AGO 2025
Inteligencia Ambiental y Urbana
Remedia Green Tech trabaja con una estrategia integral de recuperación territorial para convertir pasivos en...

EDICIÓN N° 195 JUL/AGO 2025
El Sello Canadiense
Numerosas empresas de ese origen aportan soluciones ambientales y energéticas a nuestro país con un...

EDICIÓN N° 195 JUL/AGO 2025
Controle la presión
La gestión inteligente de la presión en los sistemas de tuberías permite optimizar el uso de agua. Sepa...
EDICIÓN N° 195 JUL/AGO 2025
Recupera Suelos y Aguas
GB CINCO Ambiental restaura pasivos ambientales combinando experiencia, innovación y soluciones adaptadas a...

EDICIÓN N° 195 JUL/AGO 2025
Acuerdos Sostenibles
Eso busca lograr Acuerda Consultores, aplicando diversas herramientas para garantizar un crecimiento...

EDICIÓN N° 195 JUL/AGO 2025
Excavar y Eliminar
Conozca las ventajas, desventajas y ejemplos de aplicación en Chile de esta técnica para descontaminar...

EDICIÓN N° 195 JUL/AGO 2025
Solución Eficaz
La desorción térmica destaca por su eficiencia y versatilidad para afrontar con éxito los desafíos de la...

EDICIÓN N° 195 JUL/AGO 2025
Estallido de Seguridad
Especialistas aportan consejos para mejorar la seguridad ante un estallido de rocas, causa probable del...

EDICIÓN N° 195 JUL/AGO 2025
Luces para la Eficiencia
En nuestro foro desayuno, expertos plantean avances, retos e ideas para impulsar el uso eficiente de la...
EDICIÓN N° 195 JUL/AGO 2025
¿Buena conexión?
Profundizamos en el estado actual y desafíos de la participación comunitaria en los proyectos de generación...

EDICIÓN N° 194 MAY/JUN 2025
Modelación bajo la Lupa
Analizamos los avances, problemas y opciones de mejora de los modelos de dispersión de contaminantes usados...

EDICIÓN N° 194 MAY/JUN 2025
Carbono Negro en la Mira
Por su condición de forzante climático, nuestro país avanza en la medición de este contaminante y se fijó...

EDICIÓN N° 194 MAY/JUN 2025
El Aporte del Gas
¿Qué oportunidades y beneficios otorgan el gas natural y licuado para la eficiencia energética y la...

EDICIÓN N° 194 MAY/JUN 2025
Los Otros GEI
Conozca iniciativas que se están implementando en Chile para reducir las emisiones de óxido nitroso y gases...

EDICIÓN N° 194 MAY/JUN 2025
Cuidado Natural
Las empresas mineras en Chile destinan cada vez más esfuerzos y recursos en proteger la biodiversidad...

EDICIÓN N° 195 JUL/AGO 2025
Suelos en riesgo
Chile cuenta con más de 9 mil sitios identificados como potencialmente contaminados. Hidronor ofrece...

EDICIÓN N° 194 MAY/JUN 2025
Desalar para Adaptarse
Especialistas analizan el aporte que puede hacer la desalinización a la resiliencia climática, así como los...

EDICIÓN N° 194 MAY/JUN 2025
Impulsos Circulares
Revisamos ejemplos, retos y opciones para el avance de la economía circular en la agroindustria.

EDICIÓN N° 194 MAY/JUN 2025
Alimentan la Eficiencia
Impulsadas por la Ley de Eficiencia Energética y sucesivos APLs, numerosas empresas agroalimentarias han ido...

EDICIÓN N° 194 MAY/JUN 2025
Con Acento Alemán
Chile y Alemania mantienen una férrea cooperación energética y ambiental, que aporta al desarrollo...

EDICIÓN N° 194 MAY/JUN 2025
Cómo Precipitar Partículas
Conozca claves para diseñar precipitadores electrostáticos secos para abatir material particulado y sus...
EDICIÓN N° 194 MAY/JUN 2025
Tratando los Riesgos
Exponemos las principales medidas para prevenir accidentes y enfermedades profesionales en plantas de...

EDICIÓN N° 194 MAY/JUN 2025
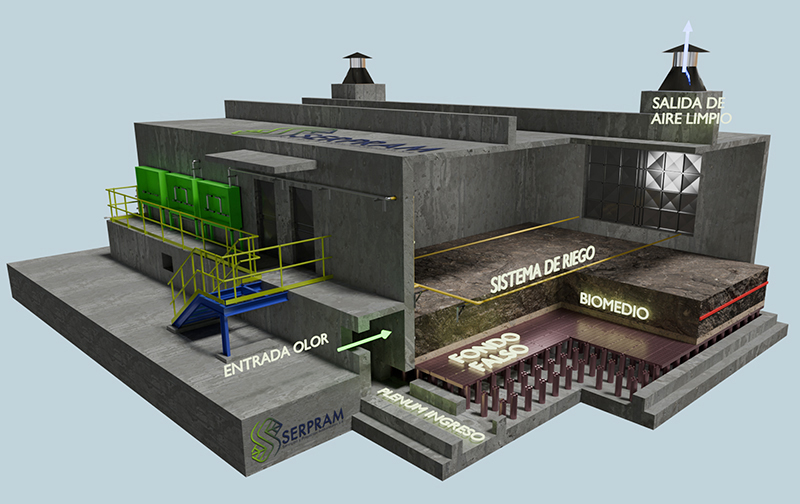
Biofiltración Avanzada
Serpram implementa esta tecnología para el control de olores industriales que destaca por su eficiencia,...
EDICIÓN N° 194 MAY/JUN 2025
Valorización Verde
Verdecorp opera una moderna planta para valorizar residuos agroindustriales en la RM y desarrolla nuevos...

EDICIÓN N° 194 MAY/JUN 2025
Huele a Avances
Especialistas analizan los avances y desafíos para seguir mejorando la gestión de olores industriales en...

EDICIÓN N° 194 MAY/JUN 2025
Permisología 2.0
Experto en autorizaciones sectoriales para proyectos de inversión plantea los efectos y retos que tendrá la...

EDICIÓN N° 194 MAY/JUN 2025
El Valor de los Rellenos Sanitarios
Pese a ser esenciales para cuidar la salud y el medio ambiente, los rellenos sanitarios afrontan diversos...

EDICIÓN N° 194 MAY/JUN 2025
Súper Monitoreo
Conozca la red pública de monitoreo de calidad del aire más moderna del país, que ya opera en Concón,...

EDICIÓN N° 194 MAY/JUN 2025
Para Gases Ácidos
Ametek IPS-4 analiza en tiempo real gases como H2S, CO2, NH3 e hidrocarburos...

EDICIÓN N° 194 MAY/JUN 2025
Agroindustria Digital
Con el apoyo de la geomática, en especial de drones para monitorear cultivos y suelos, el rubro puede...

EDICIÓN N° 194 MAY/JUN 2025
A Reciclar RAEE y Pilas
Conozca las metas y obligaciones para la recolección y valorización de las pilas y los aparatos eléctricos...

EDICIÓN N° 194 MAY/JUN 2025
Hacia una Logística Verde
Crece el interés de las empresas por medir y reducir la huella de carbono de su cadena de suministro....

EDICIÓN N° 194 MAY/JUN 2025
Contribuir a descarbonizar
Esa es una meta clave del plan GreenUp de Veolia, que fija una hoja de ruta y soluciones para la...

EDICIÓN N° 193 MAR/ABR 2025
A Bombear Calor
¿En qué aplicaciones industriales convendría usar bombas de calor?, ¿qué ventajas tienen y cómo...
EDICIÓN N° 193 MAR/ABR 2025
Minería con M de Mujer
Chile es hoy el segundo país con mayor participación femenina en minería. ¿Cómo consolidar su inclusión...

EDICIÓN N° 193 MAR/ABR 2025
Emprenden el Vuelo
Gracias a un acuerdo público-privado y otras iniciativas se busca fomentar la producción de combustibles de...

EDICIÓN N° 193 MAR/ABR 2025
Para Cuidar los Salares
Conozca avances en la caracterización y monitoreo de los salares y cómo efectuar esta tarea para asegurar...

EDICIÓN N° 193 MAR/ABR 2025
La Veta Inteligente
El uso de soluciones de inteligencia artificial y robótica es cada vez mayor en la minería nacional,...

EDICIÓN N° 193 MAR/ABR 2025
Para Bombeo Profundo
Las bombas Grundfos SP ofrecen una opción eficiente para extraer agua desde grandes profundidades.

EDICIÓN N° 193 MAR/ABR 2025
El Aporte Francés
Numerosas empresas de origen galo contribuyen al desarrollo ambiental y sostenible de Chile.

EDICIÓN N° 193 MAR/ABR 2025
Más Reúso de Agua
Incrementar la tasa de reutilización de agua para los procesos mineros es un gran desafío para esta...

EDICIÓN N° 193 MAR/ABR 2025
Aire Limpio para la Minería
Con expertos en control de la contaminación atmosférica, Partículas aporta ingeniería y gestión para una...

EDICIÓN N° 193 MAR/ABR 2025
Masiva y Sostenible
Su convocatoria récord, la inédita compensación de la huella de carbono y un congreso con sello...

EDICIÓN N° 193 MAR/ABR 2025
La Nueva Norma para Relaves
Expertos plantean los aportes y carencias de la actualización del DS 248/2007 que regula el desarrollo y...

EDICIÓN N° 193 MAR/ABR 2025
Desafíos en Tratamiento
Especialistas analizan los avances y retos en el saneamiento de las aguas servidas en Chile.

EDICIÓN N° 193 MAR/ABR 2025
Crece la Exigencia
Detallamos la nueva norma para termoeléctricas que limitará más las emisiones de MP, NOx, SO2, Hg, y...

EDICIÓN N° 193 MAR/ABR 2025
Electrolizadores para H2v
Chile contará con sus primeras fábricas de electrolizadores para producir hidrógeno verde. Conozca...

EDICIÓN N° 193 MAR/ABR 2025
El Aporte Francés
Numerosas empresas de origen galo contribuyen al desarrollo ambiental y sostenible de Chile.

EDICIÓN N° 193 MAR/ABR 2025
¿Acuotubular o Pirotubular?
Sepa qué cualidades y ventajas tienen estos dos tipos de calderas, para elegir la mejor alternativa para cada...

EDICIÓN N° 193 MAR/ABR 2025
Más Impulso para los Lodos
Las bombas para lodos de plantas de tratamiento de aguas residuales siguen mejorando su rendimiento y...

EDICIÓN N° 193 MAR/ABR 2025
Mejor Prevenir
Conozca los alcances del nuevo marco normativo para la gestión preventiva de los riesgos laborales.

EDICIÓN N° 192 ENE/FEB 2025
Ni Derrames ni Filtraciones
¿Qué medidas aplica la industria pesquera para el transporte seguro de la biomasa desde los puntos de...

EDICIÓN N° 192 ENE/FEB 2025
Aislamiento y Absorción
Esas son las principales propiedades acústicas que se evalúan en los ensayos de laboratorio de soluciones...

EDICIÓN N° 192 ENE/FEB 2025
¿Cumple el Sonómetro?
Conozca los requisitos que debe cumplir este instrumento para asegurar una adecuada medición de ruido.

EDICIÓN N° 192 ENE/FEB 2025
Chatarra con Alto Valor
El reciclaje de metales, en especial de residuos ferrosos, sigue creciendo en nuestro país, con beneficios...

EDICIÓN N° 192 ENE/FEB 2025
Medidas para los Relaves
Detallamos las líneas de acción planteadas en la Agenda de Relaves 2025-2026 que pone el foco en la...

EDICIÓN N° 192 ENE/FEB 2025
Impulsos para el Ecodiseño
¿Qué avances, desafíos y oportunidades existen para generar envases y embalajes con menor impacto ambiental...

EDICIÓN N° 192 ENE/FEB 2025
Doble Beneficio
Simtech ofrece soluciones químicas avanzadas para optimizar el tratamiento de aguas residuales y el control...

EDICIÓN N° 192 ENE/FEB 2025
Para Reciclar los RAEE
FOR REC provee máquinas y servicios para el óptimo reciclaje de residuos eléctricos y electrónicos y...

EDICIÓN N° 192 ENE/FEB 2025
Crecimiento Circular
Hidronor evoluciona con soluciones ambientales que contribuyen a la valorización y reutilización de residuos...

EDICIÓN N° 192 ENE/FEB 2025
Sobre Biogás y Lixiviados
Expertos analizan la situación actual, avances y desafíos del tratamiento de estos subproductos originados...

EDICIÓN N° 192 ENE/FEB 2025
Cuidados de Fondo
¿Cómo evitar la contaminación por residuos y recuperar el fondo de las concesiones acuícolas?

EDICIÓN N° 192 ENE/FEB 2025
Optimice el Riego
Sepa cómo prevenir y resolver problemas usuales que afectan la eficiencia de los sistemas de riego...

EDICIÓN N° 192 ENE/FEB 2025
Pesquisa de Olores
¿Cómo se verificará el cumplimiento de los límites de emisión de olor que exigirá la próxima norma para...

EDICIÓN N° 192 ENE/FEB 2025
Para Ductos sin Fallas
Revisamos los atributos constructivos y medidas aplicadas para evitar que problemas en las tuberías mineras...

EDICIÓN N° 192 ENE/FEB 2025
Sin Huella de Carbono
Expomin 2025 vuelve a Espacio Riesco, será carbono neutral y se enfocará en la innovación tecnológica y la...

EDICIÓN N° 192 ENE/FEB 2025
De Finlandia con Innovación
Finlandia ha dado origen a numerosas empresas y tecnologías que aportan al desarrollo sustentable de la...

EDICIÓN N° 192 ENE/FEB 2025
A Cuidarse del Sol y...
Además de las altas temperaturas, los trabajadores de plantas fotovoltaicas deben prevenir otros riesgos como...

EDICIÓN N° 191 NOV/DIC 2024
A Favor de la Corriente
Con sistemas de recirculación y tratamiento y la medición de la huella hídrica, la industria salmonera...
EDICIÓN N° 191 NOV/DIC 2024
Cazadores de Hidrocarburos
¿Qué cualidades técnicas deben tener los analizadores de estos contaminantes para asegurar una correcta...

EDICIÓN N° 191 NOV/DIC 2024
Espaciador Vital
Este componente es clave para la eficiencia de las membranas de ósmosis inversa. LG Chem ofrece una...
EDICIÓN N° 191 NOV/DIC 2024
Ahorro y Sostenibilidad
Esos grandes beneficios aportaron los productos de Kurita en un sistema de ósmosis inversa. Conozca el caso.

EDICIÓN N° 191 NOV/DIC 2024
La Gestión Arqueológica
¿Conoce el proceso para analizar y proteger los hallazgos arqueológicos en la ejecución de los proyectos de...

EDICIÓN N° 191 NOV/DIC 2024
Compromiso con la Calidad
Inquinat Chile cumplió 25 años ofreciendo soluciones innovadoras en tratamiento de aguas a la medida para...

EDICIÓN N° 191 NOV/DIC 2024
Estandarizar la Evaluación
Es factible unificar la forma de calificar los impactos ambientales, manteniendo una evaluación apropiada y...

EDICIÓN N° 191 NOV/DIC 2024
La Locomotora a Hidrógeno
FCAB presentó la primera máquina de este tipo en Sudamérica, liderando la descarbonización del transporte...

EDICIÓN N° 191 NOV/DIC 2024
Compromiso con el Agua
Ante la escasez hídrica, BFS Chile provee soluciones para reúso de agua, desalación y optimizar su gestión...

EDICIÓN N° 191 NOV/DIC 2024
Innovación y Sustentabilidad
Eso ofrece Ecotecnos a las industrias, empresa del grupo SGS que ha potenciado su capacidad técnica y sus...

EDICIÓN N° 191 NOV/DIC 2024
Clúster Energético
Con la operación en la RM del parque fotovoltaico y la planta de almacenamiento El Manzano, Enel Chile suma...

EDICIÓN N° 191 NOV/DIC 2024
Conservación Patrimonial
Teck ha rescatado y puesto en valor importantes hallazgos arqueológicos, contribuyendo a preservar el...

EDICIÓN N° 191 NOV/DIC 2024
Ideas para la Circularidad
Conozca interesantes opciones para valorizar los residuos industriales y mejorar su gestión, presentadas en...

EDICIÓN N° 191 NOV/DIC 2024
Las Bondades del Saneamiento
Desde 2013, en la RM se trata el 100% de las aguas residuales lo que ha traído relevantes beneficios...

EDICIÓN N° 191 NOV/DIC 2024
Soluciones Hídricas
Frente a la crisis climática e hídrica, Schneider Electric provee tecnologías y estrategias para una...

EDICIÓN N° 191 NOV/DIC 2024
Satisfacción Total
Es lo que busca entregar TotalEnergies con sus lubricantes biodegradables y servicio postventa en Chile.

EDICIÓN N° 191 NOV/DIC 2024
MBR versus SBR
Revisamos los beneficios, aplicaciones y otros aspectos de estos dos sistemas para tratar residuos líquidos...

EDICIÓN N° 191 NOV/DIC 2024
Cómo Cuidar el Patrimonio
Y conciliar eso con el desarrollo de proyectos de inversión. Seminario organizado por InduAmbiente analizó...

EDICIÓN N° 191 NOV/DIC 2024
Competentes y Digitales
Esos son dos atributos que deben tener los laboratorios de análisis ambientales para asegurar la...

EDICIÓN N° 191 NOV/DIC 2024
Transmisión con HVDC
Revisamos cómo opera y qué beneficios ambientales puede traer la transmisión eléctrica por corriente...
EDICIÓN N° 191 NOV/DIC 2024
Química Responsable
Asiquim celebró 30 años de aplicación de Responsible Care en Chile y que, desde enero, todos sus asociados...

EDICIÓN N° 191 NOV/DIC 2024
Estandarizar la Evaluación
Es posible unificar la forma de calificar los impactos ambientales, manteniendo una evaluación apropiada y...

EDICIÓN N° 191 NOV/DIC 2024
Más Recursos, Más Mercado
Fruto de la COP29, los países desarrollados triplicarán el financiamiento climático y se hará 100%...

EDICIÓN N° 190 SEP/OCT 2024
Patrimonio y Desarrollo
¿Cómo armonizar el resguardo del patrimonio con el desarrollo sostenible de proyectos de inversión?...

EDICIÓN N° 190 SEP/OCT 2024
Claves para los CEMS
¿Sabe cómo implementar, operar y mantener adecuadamente un sistema de monitoreo continuo de emisiones? Aquí...

EDICIÓN N° 190 SEP/OCT 2024
Entre los Dregs y los Grits
La producción de celulosa genera residuos no peligrosos que empresas del rubro y externas están valorizando...

EDICIÓN N° 190 SEP/OCT 2024
Transición Inteligente
Un aporte relevante está haciendo la inteligencia artificial a la transición energética en Chile, en...
EDICIÓN N° 190 SEP/OCT 2024
Pionero Offshore
DWO proyecta los primeros parques eólicos marinos en Chile, en la región del Biobío, en torno a 2032. Ya se...

EDICIÓN N° 190 SEP/OCT 2024
Genera Soluciones
Neoelectra y Club 50 desarrollaron una planta de trigeneración que provee electricidad, calor y frío, ahorro...

EDICIÓN N° 190 SEP/OCT 2024
Suave y Conveniente
El arrancador suave SSW7000 de WEG para motores de media tensión maximiza su eficiencia y vida útil, y...

EDICIÓN N° 190 SEP/OCT 2024
Monitoreo Integral
Prosamb ofrece una completa solución para monitorear emisiones industriales, incluyendo el suministro y...

EDICIÓN N° 190 SEP/OCT 2024
Recuperación post Carbón
¿Qué medidas se están adoptando y se debieran aplicar para remediar y recuperar los sitios donde operaban...

EDICIÓN N° 190 SEP/OCT 2024
La Nube Sostenible
A cargo de la nube público-privada más extensa de Latinoamérica, IFX busca optimizar el uso de la energía...

EDICIÓN N° 190 SEP/OCT 2024
Aproveche la Cogeneración
Frente al alza energética, sepa cómo producir electricidad y calor de forma simultánea y eficiente.

EDICIÓN N° 190 SEP/OCT 2024
Globalización y Sostenibilidad
El proyecto Sucuriú de Arauco en Brasil es parte de su estrategia de crecimiento global para aportar a un...

EDICIÓN N° 190 SEP/OCT 2024
De la Disposición al Reciclaje
Especialistas analizaron los avances y desafíos en la gestión, disposición y reciclaje de los residuos...

EDICIÓN N° 190 SEP/OCT 2024
Reciclaje en Deuda
La generación de residuos sigue creciendo en el mundo, pero las tasas de valorización continúan bajas....

EDICIÓN N° 190 SEP/OCT 2024
Minería sin Polvo
Conozca nuevas tecnologías que se están usando para monitorear y mitigar el polvo en las faenas y caminos...

EDICIÓN N° 190 SEP/OCT 2024
Trabajo sin Respiro
Revisamos las causas, síntomas y medidas para prevenir el asma ocupacional, de alta prevalencia en algunas...

EDICIÓN N° 189 - JUL/AGO 2024
Menos Olor, Más Sostenibilidad
Revise las exigencias de la nueva norma de emisión de olores pesqueros y algunas herramientas para...

EDICIÓN N° 189 - JUL/AGO 2024
Identificando un SPPC
¿Qué particularidades deben tener los suelos con potencial presencia de contaminantes (SPPC) y con qué...

EDICIÓN N° 189 - JUL/AGO 2024
Una Relación Difícil
Avances y desafíos en la compleja convivencia entre las comunidades indígenas y las mineras con que...

EDICIÓN N° 189 - JUL/AGO 2024
Con Tenida Circular
Conozca iniciativas, brechas y oportunidades para que la industria textil avance hacia la sustentabilidad y la...

EDICIÓN N° 189 - JUL/AGO 2024
Revolución en Limpieza
Resiter provee innovaciones para el aseo tecnificado en la minería, impulsando un futuro más seguro,...

EDICIÓN N° 189 - JUL/AGO 2024
Eficiencia Gravitacional
Sepa cómo desarrollar un sistema de transporte gravitacional de agua seguro y que aproveche al máximo el...

EDICIÓN N° 189 - JUL/AGO 2024
Descontaminar y Recuperar
Seminario organizado por InduAmbiente detalló soluciones técnicas, experiencias y proyectos para rehabilitar...

EDICIÓN N° 189 - JUL/AGO 2024
Valorización Sostenible
El uso de residuos para producir combustibles alternativos y la valorización de aerosoles son aportes de...

EDICIÓN N° 189 - JUL/AGO 2024
Una Gobernanza Adaptativa
Esta visión sistémica e integral del agua permite enfrentar problemas complejos y avanzar hacia su gestión...

EDICIÓN N° 189 - JUL/AGO 2024
¿Qué pasa con los Riles?
Especialistas analizan el nivel de cumplimiento de las normas para las descargas de residuos industriales...
EDICIÓN N° 189 - JUL/AGO 2024
Claves para Biorremediar
¿Cómo lograr la biorremediación efectiva y eficiente de un sitio contaminado?

EDICIÓN N° 189 - JUL/AGO 2024
Referente en Remediación
Basada en su experiencia internacional, Séché abarca desde la evaluación de sitios contaminados hasta la...

EDICIÓN N° 189 - JUL/AGO 2024
La Participación Temprana
Detallamos esta propuesta gubernamental que contribuiría a mejorar el relacionamiento de las empresas con las...

EDICIÓN N° 189 - JUL/AGO 2024
Plantaciones ¿Eficientes?
Conozca medidas con que la industria forestal busca reducir su consumo de agua y los principales desafíos al...

EDICIÓN N° 189 - JUL/AGO 2024
Los Relaves como Prioridad
Revisamos el trabajo de las empresas mineras y de las autoridades para mejorar la gestión de los relaves.

EDICIÓN N° 189 - JUL/AGO 2024
¿Objetivos Inalcanzables?
Según la ONU, ninguno de los 17 Objetivos de Desarrollo Sostenible se lograría en 2030. ¿Cuáles son las...

EDICIÓN N° 189 - JUL/AGO 2024
Para Erradicar la Silicosis
Destacamos algunas medidas adoptadas por las mineras para terminar con los casos de esta enfermedad al 2030.

EDICIÓN N° 188 - MAY/JUN 2024
Los Motores Mineros
Mejorar la eficiencia de los motores eléctricos es clave para reducir el consumo energético en la minería....
EDICIÓN N° 188 - MAY/JUN 2024
De Escoria a Materia Prima
Diversas iniciativas de investigación y normas se desarrollan para usar escorias de cobre en faenas de...

EDICIÓN N° 188 - MAY/JUN 2024
Tecnologías EDL: Pros y Contras
¿Qué ventajas e impactos podrían tener los procesos de extracción directa de litio frente al método...

EDICIÓN N° 188 - MAY/JUN 2024
Estanques con Ventajas
Diversos beneficios para almacenar líquidos ofrecen los estanques de acero vitrificado apernados Permastore.

EDICIÓN N° 188 - MAY/JUN 2024
Ahorre Energía
La eficiencia energética distingue a los equipos Sulzer ABS usados para tratar aguas residuales.

EDICIÓN N° 188 - MAY/JUN 2024
Hidrógeno para Calderas
Conozca los electrolizadores utilizados para generar H2, los costos asociados y la factibilidad de...

EDICIÓN N° 188 - MAY/JUN 2024
¿Qué son los BESS?
Revisamos las principales ventajas y aplicaciones de estos sistemas de almacenamiento de energía.
EDICIÓN N° 188 - MAY/JUN 2024
Soluciones Innovadoras
Eso es lo que impulsa el equipo de Innovación y Desarrollo de Jaime Illanes y Asociados, potenciando su...

EDICIÓN N° 188 - MAY/JUN 2024
Detecte las Fugas
La tecnología Smart Inspection permite detectar emisiones fugitivas con un alto grado de certeza y seguridad.

EDICIÓN N° 188 - MAY/JUN 2024
Compromiso Sustentable
Con diversos servicios para gestionar residuos, Séché Group Chile aporta al desarrollo de una minería...

EDICIÓN N° 188 - MAY/JUN 2024
Poder Híbrido
Su gran potencia, nulas o bajas emisiones y alta eficiencia energética distinguen a la pickup híbrida...

EDICIÓN N° 188 - MAY/JUN 2024
Unión Sostenible
SGA fue adquirida por la consultora global SLR, sumando capacidades para trabajar por la sostenibilidad en...

EDICIÓN N° 188 - MAY/JUN 2024
Energía Limpia
Eso fue lo que presentó TotalEnergies en Exponor 2024, destacando sus lubricantes y soluciones específicas...

EDICIÓN N° 188 - MAY/JUN 2024
Líderes en Servicios Mineros
Thiess compartió en Exponor sus 90 años de experiencia y servicios para el desarrollo de una minería...

EDICIÓN N° 188 - MAY/JUN 2024
La Industria y el Aire
Analizamos el avance de las regulaciones y los nuevos instrumentos para seguir reduciendo la contaminación...

EDICIÓN N° 188 - MAY/JUN 2024
Los Nudos de la REP
Los desafíos y tareas a concretar para una implementación exitosa de la Ley sobre Responsabilidad Extendida...

EDICIÓN N° 188 - MAY/JUN 2024
Cómo Recuperar Más Agua
La minería recircula gran parte del agua que utiliza. ¿Qué opciones hay para seguir elevando la eficiencia...

EDICIÓN N° 188 - MAY/JUN 2024
Para Remediar y Rehabilitar
Información clave para descontaminar y reconvertir sitios contaminados entregará seminario que InduAmbiente...

EDICIÓN N° 188 - MAY/JUN 2024
La Nueva Energía
Avances y desafíos para el desarrollo de las industrias del hidrógeno verde y los combustibles sintéticos...

EDICIÓN N° 188 - MAY/JUN 2024
Bombeo sin Atascos
Las causas y soluciones para los problemas de obstrucción que afectan a los sistemas de bombeo de aguas...
EDICIÓN N° 188 - MAY/JUN 2024
Prevención Gigante
Revisamos los riesgos laborales que afrontan los operarios de los camiones mineros y las medidas para...

EDICIÓN N° 187 - MAR/ABR 2024
Con Aroma a Vino
Revisamos las fuentes de olor en la industria vitivinícola y tecnologías para su control.

EDICIÓN N° 187 - MAR/ABR 2024
Remediación en Armonía
Mitigar ruidos y olores en faenas de remediación ambiental de sectores urbanos es clave para proteger a...

EDICIÓN N° 187 - MAR/ABR 2024
Ojo con los Proveedores
¿Cómo avanza el control las emisiones de GEI vinculadas a la cadena de suministro de las grandes empresas?

EDICIÓN N° 187 - MAR/ABR 2024
Silencio en la Industria
Conozca algunas tecnologías de silenciadores para reducir los niveles de emisión de ruido en los sistemas de...

EDICIÓN N° 187 - MAR/ABR 2024
¿Y la Eficiencia Energética?
Revisamos los avances y trabas en la implementación de la Ley 21.305, y consejos para impulsar el uso...

EDICIÓN N° 187 - MAR/ABR 2024
El Plan para la Adaptación
El renovado Plan Nacional de Adaptación al Cambio Climático debiera estar listo este año. ¿Qué novedades...

EDICIÓN N° 187 - MAR/ABR 2024
Controle los Olores
Las siguientes opciones permiten mitigar las emisiones odorantes en la industria pesquera, como también en...

EDICIÓN N° 187 - MAR/ABR 2024
Pionero e Innovador
Albemarle lidera la Nueva Era del Litio, buscando nuevas fuentes de agua y avanzando hacia tecnologías de...

EDICIÓN N° 187 - MAR/ABR 2024
Con el Foco en las Personas
Con capacidades humanas y técnicas especializadas, SGS ofrece servicios integrales en salud y seguridad...

EDICIÓN N° 187 - MAR/ABR 2024
Tras la Huella del H2S
Sepa cómo se puede detectar, medir y controlar el ácido sulfhídrico, gas de alta peligrosidad para los...

EDICIÓN N° 187 - MAR/ABR 2024
Carga Sostenible
Tres modelos de camiones eléctricos son parte del aporte de Volvo Chile a reducir la huella de carbono de sus...

EDICIÓN N° 187 - MAR/ABR 2024
Abriendo Nuevas Aguas
Takeshi Kurioka destaca el avance del Grupo Aguas Nuevas en proyectos claves como la desaladora en Arica y la...

EDICIÓN N° 187 - MAR/ABR 2024
Cómo Acelerar la Electromovilidad
En el foro desayuno InduAmbiente, especialistas analizan los retos y proponen opciones para masificar la...

EDICIÓN N° 187 - MAR/ABR 2024
Nuevas Reglas, Menos Ruido
Conozca los cambios aprobados a la norma de emisión de ruido para fuentes fijas.

EDICIÓN N° 187 - MAR/ABR 2024
Apetito por la Eficiencia
Presentamos opciones y tecnologías para reducir el consumo de agua en la industria de alimentos, incluida la...

EDICIÓN N° 187 - MAR/ABR 2024
Minería y Biodiversidad
¿Qué avances y desafíos enfrentan las mineras en torno al resguardo del patrimonio natural en sus áreas de...

EDICIÓN N° 187 - MAR/ABR 2024
¿Chao Cables?
La falta de reglamento para la ley que desde 2019 obliga a las empresas de telecomunicaciones a retirar los...

EDICIÓN N° 187 - MAR/ABR 2024
Submarina y Controversial
El impacto ambiental de la eventual explotación de minerales en el fondo marino mantiene el debate sobre su...

EDICIÓN N° 187 - MAR/ABR 2024
Acuicultura Azul
Una convocatoria histórica tuvo la última feria Aquasur, que puso énfasis en la "transformación azul" del...

EDICIÓN N° 186 - ENE/FEB 2024
Intermitente y Crónica
Conozca los efectos en salud y medidas para prevenir la hipobaria, que afecta a quienes trabajan a gran altura...

EDICIÓN N° 186 - ENE/FEB 2024
Circular por Esencia
La industria forestal trabaja con un recurso renovable, reciclable y biodegradable lo que favorece la...

EDICIÓN N° 186 - ENE/FEB 2024
Análisis Pertinente
Expertos analizan el funcionamiento de las consultas de pertinencia ambiental y entregan propuestas para...

EDICIÓN N° 186 - ENE/FEB 2024
Capacitación Vital
¿Cómo está Chile y qué aspectos se deben priorizar en la formación de especialistas para la adecuada...

EDICIÓN N° 186 - ENE/FEB 2024
Radiografía a los REAS
Luego que el Covid-19 disparara la generación de residuos hospitalarios, ¿cómo ha avanzado su gestión en...

EDICIÓN N° 186 - ENE/FEB 2024
Cómo Valorizar los Aceites
Ante la próxima promulgación del decreto REP para aceites lubricantes usados, revisamos los retos y opciones...

EDICIÓN N° 186 - ENE/FEB 2024
Transporte Seguro
Conozca recomendaciones e innovaciones que contribuyen al adecuado transporte de residuos industriales.
EDICIÓN N°186 - ENE/FEB 2024
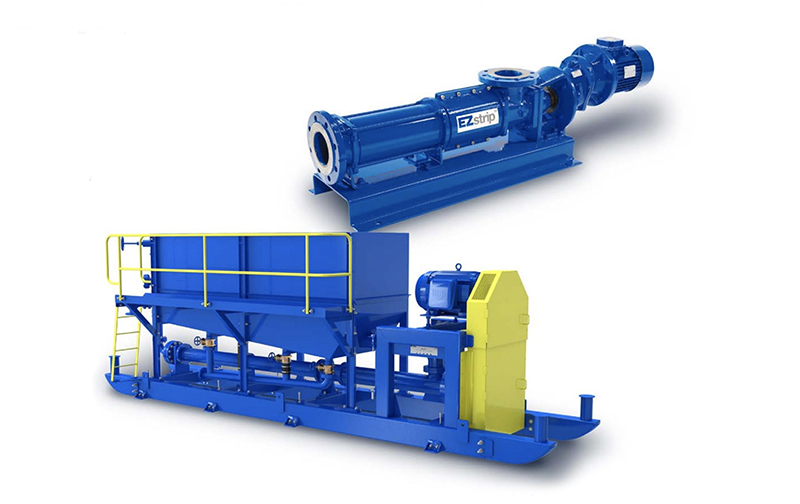
Bombeo Total
Las bombas de cavidad progresiva ofrecen variadas soluciones a las industrias, incluyendo el traslado de...

EDICIÓN N°186 - ENE/FEB 2024
Socio Energético
Neoelectra Energía Chile suma clientes industriales a los que entrega electricidad y diversas soluciones...

EDICIÓN N°186 - ENE/FEB 2024
La Fauna de Chile
Profesional de Jaime Illanes & Asociados desarrolló una base de datos de los animales vertebrados.

EDICIÓN N°186 - ENE/FEB 2024
Reciclaje Solar
El reciclaje de residuos de paneles solares requiere de soluciones y servicios especializados como los que...

EDICIÓN N°186 - ENE/FEB 2024
Trazabilidad en Línea
El servicio Green Track System desarrollado por Green Leader permite a las empresas optimizar el manejo de sus...

EDICIÓN N°186 - ENE/FEB 2024
Para una Minería Circular
Diversos proyectos y estudios buscan impulsar la economía circular en la minería chilena. Acá presentamos...

EDICIÓN N°186 - ENE/FEB 2024
Del “Infierno” a la Esperanza
Aportamos recomendaciones para prevenir incendios y lograr una recuperación sostenible en la interfaz...

EDICIÓN N°186 - ENE/FEB 2024
Juicio a la evaluación 2.0
Especialistas analizan los aciertos y aspectos a mejorar en el proyecto que reforma la Ley 19.300.

EDICIÓN N°186 - ENE/FEB 2024
Soluciones Naturales
Revisamos las soluciones y desafios basados en la naturaleza, y sus posibilidades de afrontar el cambio...

EDICIÓN N°186 - ENE/FEB 2024
Sin Olor a Pescado
Las mejores prácticas y tecnologías para controlar los olores generados en la industria de harina de...

EDICIÓN N°186 - ENE/FEB 2024
Lixiviación con Menos Agua
Lixiviación clorurada, un método innovador que permite extraer minerales con importantes beneficios...

EDICIÓN N°186 - ENE/FEB 2024
¿Qué Pasa con los Medidores?
Claves para elevar el cumplimiento de la norma que regula los requisitos de los medidores de caudal de aguas...

EDICIÓN N°186 - ENE/FEB 2024
IA: Positiva y Negativa
La inteligencia artificial contribuye a mejorar la gestión ambiental y energética pero también aporta...
EDICIÓN N° 185 - NOV/DIC 2023
Lectura Casi Inmediata
Es la que ofrecen los medidores de oxígeno disuelto con sensores ópticos. Conozca las opciones para analizar...

EDICIÓN N° 185 - NOV/DIC 2023
Laboratorio para Olores
Detallamos las principales tecnologías de laboratorio usadas en Chile para identificar compuestos odorantes.

EDICIÓN N° 185 - NOV/DIC 2023
Campo de Oportunidades
Las siguientes iniciativas contribuyen al uso eficiente del agua, principalmente en las labores de riego, en...

EDICIÓN N° 185 - NOV/DIC 2023
Clarificación in Situ
Con esta solución costo-eficiente y a la medida, Ecoport y Marval tratan grandes volúmenes de aguas...

EDICIÓN N° 185 - NOV/DIC 2023
Membranas para Desalar
El reemplazo parcial con membranas LG Chem puede optimizar los procesos de osmosis inversa.

EDICIÓN N° 185 - NOV/DIC 2023
El Nexo Agua-Energía
La estrecha relación de estos dos flujos se expresa de manera cada vez más sustentable en los sistemas de...

EDICIÓN N° 185 - NOV/DIC 2023
Guía la Eficiencia Hídrica
En un contexto de cambio climático y sequía, Proterm ayuda a las empresas a reducir su consumo de agua y...
EDICIÓN N° 185 - NOV/DIC 2023
Para Seguir la Corriente
Revisamos innovaciones e iniciativas con que se busca facilitar el avance de la electromovilidad en Chile.

EDICIÓN N° 185 - NOV/DIC 2023
Monitoreo Vital
AGQ Labs ofrece servicios analíticos para el ciclo integral del agua en la industria alimentaria, asegurando...
EDICIÓN N° 185 - NOV/DIC 2023
Se Consolida un Líder
ALS adquirió la empresa Algoritmos, reforzando su liderazgo en monitoreo, análisis y modelación ambiental...

ARTÍCULO SITIO WEB
Innovación en sensores de desinfección
Nuevos sensores de Endress+Hauser, con tecnología Memosens 2.0, garantizan mediciones más eficientes y agua...

EDICIÓN N° 185 - NOV/DIC 2023
Eficiencia a la Vista
Proequipos trabaja para aumentar la recuperación de agua y reducir los consumos en la planta potabilizadora...

EDICIÓN N° 185 - NOV/DIC 2023
Para Restaurar Membranas
El sistema de limpieza y restauración externa Nicolaides REMOI puede maximizar la vida útil de las membranas...

EDICIÓN N° 185 - NOV/DIC 2023
Esterilización Ecológica
Zubimed se ha consolidado en la gestión integral de residuos hospitalarios, siendo pionera en usar...

EDICIÓN N° 185 - NOV/DIC 2023
En Transición Hídrica
Conozca las iniciativas con que Antofagasta Minerals busca seguir disminuyendo el uso de aguas continentales y...
EDICIÓN N° 185 - NOV/DIC 2023
Arqueología en la Era Digital
Jaime Illanes & Asociados es pionera en el uso de sensores LIDAR y Realidad Aumentada para estudiar y...

EDICIÓN N° 185 - NOV/DIC 2023
Tratamiento Compacto
Inquinat implementa plantas en contenedores para depurar efluentes, ideales para faenas mineras y montajes en...

EDICIÓN N° 185 - NOV/DIC 2023
Geofísica Avanzada
Veolia Chile ofrece este servicio que entrega beneficios técnico-operativos, económicos, sociales y...

EDICIÓN N° 185 - NOV/DIC 2023
Proyectos con Valor
Minera El Abra concretó 22 iniciativas ambientales y patrimoniales en 2023 beneficiando a comunidades de...

EDICIÓN N° 185 - NOV/DIC 2023
Reconversión en Marcha
FCAB inició su Plan de Reconversión de Patios Ferroviarios que rehabilitará 48 hectáreas en el centro de...

EDICIÓN N° 185 - NOV/DIC 2023
Lavado con Reciclaje
La tecnología de floculación-flotación permite tratar y reusar aguas en centros de lavado de vehículos,...
EDICIÓN N° 185 - NOV/DIC 2023
Cuidados en el Mar
¿Qué medidas aplican las plantas desaladoras para mitigar sus impactos en el medio marino?

EDICIÓN N° 185 - NOV/DIC 2023
Las Bases de la Reforma
Detallamos los cambios a la Ley 19.300 que propone el Gobierno para robustecer la institucionalidad y hacer...

EDICIÓN N° 185 - NOV/DIC 2023
Problemas de Descarga
¿Cómo elevar el nivel de cumplimiento del DS 609 y otras normas que rigen los vertidos de residuos líquidos...

EDICIÓN N° 185 - NOV/DIC 2023
El Principio del Fin
Revisamos las conclusiones y perspectivas de la COP28, donde se acordó transitar hacia el abandono de los...

EDICIÓN N° 185 - NOV/DIC 2023
Análisis en Profundidad
Las técnicas para analizar aguas y sedimentos marinos permiten detectar zonas contaminadas con hidrocarburos...

EDICIÓN N° 185 - NOV/DIC 2023
Transformación Sostenible
Avanza el trabajo de Asiquim para que en 2024 todos sus socios estén verificados en Responsible Care.
EDICIÓN N° 184 - SEP/OCT 2023
'Mosquitos' Peligrosos
Mientras la contaminación de las motos se ha reducido, preocupa el alto nivel de emisiones de los vehículos...

EDICIÓN N° 184 - SEP/OCT 2023
Contra NOx y COV
Especialistas exponen distintas alternativas para el monitoreo y control de estos contaminantes, precursores...

EDICIÓN N° 184 - SEP/OCT 2023
Límites Más Exigentes
Actualización de norma para termoeléctricas restringirá emisiones de MP, SO2, NOx, níquel y...

EDICIÓN N° 184 - SEP/OCT 2023
Impulsos Eléctricos
Detallamos la Hoja de Ruta al 2026 con que se busca acelerar el avance de la electromovilidad en Chile.

EDICIÓN N° 184 - SEP/OCT 2023
La Evolución Sostenible
La metodología MIVIAR permite evaluar el valor ecosistémico de los impactos residuales y compensarlos.

EDICIÓN N° 184 - SEP/OCT 2023
Quemadores para Biogás
Conozca las cualidades de este energético y los requisitos de los quemadores para usarlo como combustible.

EDICIÓN N° 184 - SEP/OCT 2023
Combustión bajo Control
El analizador de gases WDG-V garantiza mediciones precisas para controlar este proceso y sus emisiones.

EDICIÓN N° 184 - SEP/OCT 2023
De Cordillera a Mar
Ecoport ofrece una gestión integral de residuos a empresas con operaciones portuarias y terrestres.

EDICIÓN N° 184 - SEP/OCT 2023
Un Bus, un Árbol
Enel X plantará un árbol por cada bus eléctrico en operación para mitigar el cambio climático.

EDICIÓN N° 184 - SEP/OCT 2023
Enfrentando el Cambio Climático
Jaime Illanes y Asociados entrega diversos servicios para que las empresas afronten el cambio climático.

EDICIÓN N° 184 - SEP/OCT 2023
Blanca y Sustentable
Quebrada Blanca fase 2 producirá 320 mil ton. de cobre al año, con agua desalada y energía 100% renovable.

EDICIÓN N° 184 - SEP/OCT 2023
Construcción sobre Dunas
¿Qué riesgos e impactos ambientales tiene esta cuestionada práctica y cómo se podrían mitigar?

EDICIÓN N° 184 - SEP/OCT 2023
Innovaciones a Pleno Sol
Presentamos algunos avances que han mejorado la eficiencia y rendimiento de los paneles fotovoltaicos.

EDICIÓN N° 184 - SEP/OCT 2023
Compensaciones Verdes
Detallamos los principales alcances del nuevo Sistema de Compensación de Emisiones para fuentes fijas, a...

EDICIÓN N° 184 - SEP/OCT 2023
Para Controlar el Fouling
Conozca nuevas soluciones para eliminar las bioincrustaciones que se acumulan en las instalaciones acuícolas.

EDICIÓN N° 184 - SEP/OCT 2023
Resguardos para la Bahía
Inéditas normas de calidad buscan proteger los ecosistemas marinos en Quintero-Puchuncaví, poniendo límites...

EDICIÓN N° 184 - SEP/OCT 2023
Propuestas para el Sur
Especialistas sugieren medidas para agilizar la mejora de la calidad del aire en las zonas saturadas por MP.

EDICIÓN N° 184 - SEP/OCT 2023
Minería con H2v
Repasamos las oportunidades de aplicación del hidrógeno verde en la minería chilena que pueden contribuir a...

EDICIÓN N° 184 - SEP/OCT 2023
Ahogando el Ruido
Conozca nuevas soluciones y tecnologías con las que se busca minimizar la contaminación acústica que afecta...

EDICIÓN N° 183 - JUL/AGO 2023
El Aporte de Escazú
La aplicación del Acuerdo de Escazú puede contribuir a mejorar las relaciones entre empresas y comunidades.

EDICIÓN N° 183 - JUL/AGO 2023
En el Nombre de los Suelos
Revisamos los avances e iniciativas para mejorar la protección y conservación de los suelos en Chile.

EDICIÓN N° 183 - JUL/AGO 2023
Remedio para Hidrocarburos
El landfarming es un tratamiento biológico que permite recuperar suelos contaminados con estos compuestos.

EDICIÓN N° 183 - JUL/AGO 2023
En Pro de la Biodiversidad
La adecuada implementación del SBAP es el gran reto del país para resguardar su diversidad biológica.

EDICIÓN N° 183 - JUL/AGO 2023
Regeneración Vital
El uso de aguas regeneradas es una solución a tener más en cuenta para diversas aplicaciones.

EDICIÓN N° 183 - JUL/AGO 2023
Consultoría con Legado
El Grupo-O2 reúne una amplia experiencia en ingeniería de consulta y de gestión ambiental y legal.

EDICIÓN N° 183 - JUL/AGO 2023
Restaurando los Acuíferos
¿Qué tecnologías se emplean para la remediación de aguas subterráneas contaminadas en Chile?

EDICIÓN N° 183 - JUL/AGO 2023
Expertos en Arqueología
Azimut Ambiental asegura que los proyectos cumplan las exigencias en esta materia, agilizando su desarrollo.

EDICIÓN N° 183 - JUL/AGO 2023
Seguridad e Integridad
Solenis provee soluciones químicas para controlar la corrosión en acueductos mineros.

EDICIÓN N° 183 - JUL/AGO 2023
Soluciones en el Aire
¿Cuáles son los retos prioritarios en la gestión de la calidad del aire en Chile y cómo abordarlos?

EDICIÓN N° 183 - JUL/AGO 2023
Patagonia Eléctrica
Enel X Way instalará 17 cargadores para vehículos eléctricos en la Carretera Austral.

EDICIÓN N° 183 - JUL/AGO 2023
Un Aporte para Antofagasta
En octubre, FCAB pondría en marcha el primer proyecto de remediación industrial de suelos en esa ciudad.

EDICIÓN N° 183 - JUL/AGO 2023
Compromiso de 30 Años
SGA cumplió tres décadas de aporte al desarrollo sustentable de nuestro país.

EDICIÓN N° 183 - JUL/AGO 2023
Horizonte Circular
Implementar la Ley REP y valorizar los residuos orgánicos, entre otros, son retos prioritarios en esta área.

EDICIÓN N° 183 - JUL/AGO 2023
Llamados a la Acción
Analizamos las iniciativas con que Chile busca adaptarse y mitigar los efectos del cambio climático.

EDICIÓN N° 183 - JUL/AGO 2023
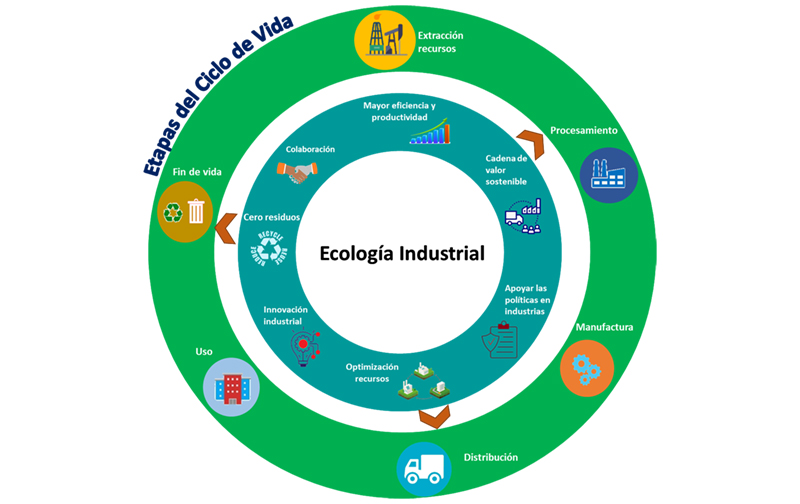
Hacia una Ecoindustria Sostenible
El Pensamiento del Ciclo de Vida permite minimizar los impactos de las empresas y mejorar su competitividad.
EDICIÓN N° 183 - JUL/AGO 2023
Entre Aguas Servidas y Riles
Un balance con los hitos y retos en el tratamiento de las aguas residuales, cuyo reúso se busca aumentar.

EDICIÓN N° 183 - JUL/AGO 2023
100% Renovable
CMP se propuso, en tres años más, usar solo energías renovables, con miras a producir hierro sin emisiones.

EDICIÓN N° 183 - JUL/AGO 2023
A Sanear Suelos Contaminados
Hidronor ofrece servicios y tecnologías para la necesaria remediación de estos sitios.

EDICIÓN N° 183 - JUL/AGO 2023
Apuesta Sostenible
Albemarle Chile celebra 43 años con varios hitos en su avance hacia la producción sustentable de litio.

EDICIÓN N° 183 - JUL/AGO 2023
COVs: Control de Vanguardia
Con las mejores tecnologías, Oxiquim ha reducido más del 95% de esas emisiones en su terminal de Quintero.

EDICIÓN N° 183 - JUL/AGO 2023
Remediación a la Medida
Séché Group implementa soluciones para descontaminar y rehabilitar los suelos, acordes a cada caso.

EDICIÓN N° 183 - JUL/AGO 2023
Avanzando desde lo sectorial a lo transversal
Pdte. Gabriel Boric plantea la visión del Gobierno para avanzar hacia un Chile justo, inclusivo y sostenible.

EDICIÓN N° 183 - JUL/AGO 2023
Por un Chile Sostenible
Ministra Maisa Rojas fija sus prioridades para consolidar las bases para el desarrollo sustentable del país.

EDICIÓN N° 183 - JUL/AGO 2023
Reforzando las Bases
Analizamos las propuestas de reforma a la SMA y al SEIA que buscan fortalecer la institucionalidad ambiental.

EDICIÓN N° 183 - JUL/AGO 2023
A Recuperar Metales
Conozca soluciones técnicas para valorizar estos recursos desde corrientes líquidas mineras.

EDICIÓN N° 183 - JUL/AGO 2023
Para Puertos Sustentables
Mitigar y adaptarse a los efectos del cambio climático es clave para los terminales marítimos en Chile.

EDICIÓN N° 183 - JUL/AGO 2023
En Torno a la Constitución
El texto en discusión debiera consagrar la protección ambiental y el derecho a la estabilidad climática.

EDICIÓN N° 183 - JUL/AGO 2023
¿Valor Compartido?
Cómo son actualmente y hacia dónde deberían ir las relaciones entre las empresas y las comunidades con las...

EDICIÓN N° 183 - JUL/AGO 2023
Para un Buen Monitoreo
¿Qué factores se deben considerar para monitorear adecuadamente los procesos de remediación ambiental?

EDICIÓN N° 182 - MAY/JUN 2023
¿Problemas con las Vibraciones?
Aquí le contamos en qué consisten, cuáles son las más comunes, cuándo deben controlarse y cómo hacerlo.

EDICIÓN N° 182 - MAY/JUN 2023
Los Fertilizantes y el Clima
Diversas iniciativas buscan reducir el uso de fertilizantes nitrogenados que aportan al calentamiento global.

EDICIÓN N° 182 - MAY/JUN 2023
"Culpables" de las Inundaciones
Desastres en zona centro-sur revelaron impacto de los ríos atmosféricos, agravados por el cambio climático.

EDICIÓN N° 182 - MAY/JUN 2023
Por el Bien de la Naturaleza
Revisamos los ejes y desafíos de la ley que crea el Servicio de Biodiversidad y Áreas Protegidas.

EDICIÓN N° 182 - MAY/JUN 2023
Rellenos sin Metano
Cómo reducir las emisiones de este poderoso GEI desde los sitios de disposición final de residuos sólidos.

EDICIÓN N° 182 - MAY/JUN 2023
Carga con Menos Huella
Conozca medidas de gestión y tecnologías para reducir las emisiones de GEI en el transporte de carga.

EDICIÓN N° 182 - MAY/JUN 2023
La Inversión Climática
Un análisis de la situación actual y los retos en torno al financiamiento de la acción climática en Chile.

EDICIÓN N° 182 - MAY/JUN 2023
Plug and Play
Simtech implementa plantas de tratamiento de aguas residuales compactas, eficientes y fáciles de operar.

EDICIÓN N° 182 - MAY/JUN 2023
Responsabilidad Certificada
Albemarle es el primer productor de litio en el mundo en obtener el estándar IRMA 50 de minería responsable.

EDICIÓN N° 182 - MAY/JUN 2023
Compromiso Circular
Aceros AZA pretende valorizar el 100% de sus residuos al año 2025.

EDICIÓN N° 182 - MAY/JUN 2023
Digestión Anaeróbica
Biogas Mostazal ofrece esta opción para disponer residuos orgánicos industriales y reducir GEI.

EDICIÓN N° 182 - MAY/JUN 2023
Gestión Hídrica Superior
Ante los efectos del cambio climático, Proterm ayuda a las empresas a mejorar su gestión hídrica.

EDICIÓN N° 182 - MAY/JUN 2023
¿Cómo Marcha la Descarbonización?
Avances y proyecciones de este proceso en la generación eléctrica, clave para lograr la carbono neutralidad.

EDICIÓN N° 182 - MAY/JUN 2023
Control para la Sobreproducción
Revisamos los impactos y medidas para controlar la infracción ambiental más recurrente en la salmonicultura.

EDICIÓN N° 182 - MAY/JUN 2023
Para una Mejor Fiscalización
Marie Claude Plumer desglosa los cambios con que se busca fortalecer la SMA y asegurar el cumplimiento.

EDICIÓN N° 182 - MAY/JUN 2023
Olores: ¿Cómo Medir la TEO?
La norma para planteles porcinos exige calcular la Tasa de Emisión de Olor (TEO), al igual que la próxima...

EDICIÓN N° 182 - MAY/JUN 2023
Recarga Universal
Reglamento de interoperabilidad para sistemas de recarga de vehículos eléctricos facilita este proceso.

EDICIÓN N° 182 - MAY/JUN 2023
Monitoreo en la Mina
Nuevas tecnologías para medir contaminantes y calidad del aire, de manera continua y en tiempo real, buscan...

EDICIÓN N° 182 - MAY/JUN 2023
Divergencia Nuclear
El uso de energía atómica para descarbonizar la generación eléctrica divide a Europa.
EDICIÓN N° 181 - MAR/ABR 2023
Para Bombear Relaves
¿Qué condiciones deben cumplir las bombas, válvulas y tuberías para optimizar el bombeo de relaves?

EDICIÓN N° 181 - MAR/ABR 2023
¿Mejora la Relación?
Revisamos algunos avances y desafíos para la minería en su vínculo con las comunidades donde se inserta.

EDICIÓN N° 181 - MAR/ABR 2023
Reemplazar el Diésel
Esa es la apuesta de las grandes compañías para descarbonizar sus operaciones en el área mina rajo.

EDICIÓN N° 181 - MAR/ABR 2023
Impulso a la Eficiencia
¿Cómo reducir el consumo de energía en los sistemas de bombeo de aguas residuales? Acá aportamos...

EDICIÓN N° 181 - MAR/ABR 2023
La Restauración de los Bosques
Conozca planes y consejos para reparar los ecosistemas arrasados por los últimos mega incendios forestales.

EDICIÓN N° 181 - MAR/ABR 2023
A Controlar el Ruido
Detallamos los cambios propuestos a la norma de emisión de ruido para fuentes fijas.

EDICIÓN N° 181 - MAR/ABR 2023
El Agua en el Litio
Opciones para resguardar el agua presente en los salares y optimizar la gestión hídrica en esta industria.

EDICIÓN N° 181 - MAR/ABR 2023
Cuidado con el Cuchillo
Conozca opciones para asegurar la operación continua de las válvulas de cuchillo en faenas mineras.

EDICIÓN N° 181 - MAR/ABR 2023
Motores para Desalar
WEG suministra motores de alta eficiencia y durabilidad para las plantas desaladoras para minería.
EDICIÓN N° 181 - MAR/ABR 2023
Claves para Dosificar
Conozca especificaciones y un skid de montaje para dosificar cloro en la producción de salmón.

EDICIÓN N° 181 - MAR/ABR 2023
Socio Minero
SGA se ha consolidado como consultor para las decisiones estratégicas de los grandes proyectos mineros.

EDICIÓN N° 181 - MAR/ABR 2023
Ideales para la Minería
Fitvalv provee válvulas industriales y de guillotina que responden a las exigencias de esta industria.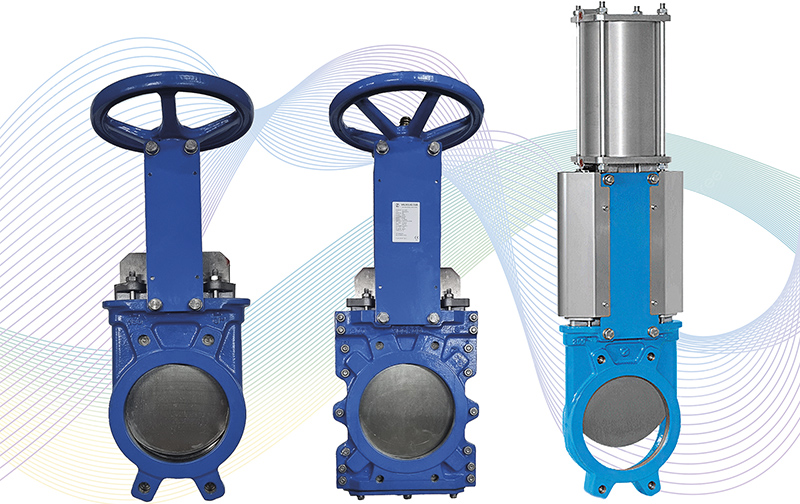
EDICIÓN N° 181 - MAR/ABR 2023
Extracción Sustentable
Con su tecnología de extracción directa de litio, Summit Nanotech busca dar sostenibilidad a esta industria.

EDICIÓN N° 181 - MAR/ABR 2023
Para Analizar los Riesgos
Una revisión de los criterios que define la nueva guía del SEA para evaluar los riesgos para la salud de la...

EDICIÓN N° 181 - MAR/ABR 2023
La Nueva Era del Litio
Es la que impulsa Albemarle, actor clave para el desarrollo futuro de esta industria en Chile.

EDICIÓN N° 181 - MAR/ABR 2023
Compromiso con la Excelencia
Banff Bombas se ha convertido en aliado estratégico para la minería sustentable y circular.
EDICIÓN N° 181 - MAR/ABR 2023
De Relaves a Recursos
Diversas iniciativas recuperan elementos de valor desde relaves o buscan reutilizar estos residuos mineros.

EDICIÓN N° 181 - MAR/ABR 2023
Pescando Olores
Presentamos la propuesta de norma de emisión de olores para el sector pesquero y algunas observaciones.

2 de mayo de 2023
El Barco Llegó a la Costa
Los retos del Tratado de Alta Mar que busca la conservación y uso sostenible de la biodiversidad marina.

2 de mayo de 2023
Hito para la Recarga
Ya opera en Santiago el centro de carga pública para autos eléctricos más grande de América Latina.

2 de mayo de 2023
Aleja el Estrés
Siga estas recomendaciones para evitar la aparición del estrés en el ambiente laboral.

EDICIÓN N° 180 - ENE/FEB 2023
Cómo Ampliar la Participación
Revisamos estrategias para elevar y mejorar la participación ciudadana en los proyectos presentados al SEIA.

EDICIÓN N° 180 - ENE/FEB 2023
Ideas para Mitigar
Conozca algunas propuestas para que Chile acelere la reducción de GEI.

EDICIÓN N° 180 - ENE/FEB 2023
¿Preparados para el Cambio?
Analizamos cómo está en Chile el desarrollo de capacidades para comprender y enfrentar el cambio climático.

EDICIÓN N° 180 - ENE/FEB 2023
En el Camión de la Basura
Conozca los riesgos a que están expuestos los recolectores de residuos domiciliarios y cómo evitarlos.

EDICIÓN N° 180 - ENE/FEB 2023
Para Valorizar los Flexibles
Mejorar la recolección y el pretratamiento son claves para valorizar los envases plásticos flexibles.

EDICIÓN N° 180 - ENE/FEB 2023
Ley REP: en Marcha Lenta
Ya rige para el sector neumáticos, donde menos del 1% está registrado en sistemas de gestión.

ARTÍCULO SITIO WEB
Soluciones Circulares
Mediante la gestión integral de residuos y recuperación de suelos, Hidronor aporta a la economía circular.

EDICIÓN N° 180 - ENE/FEB 2023
Circularidad de Acero
Huachipato aplica la economía circular a sus procesos productivos y a la cadena de valor con sus clientes.

EDICIÓN N° 180 - ENE/FEB 2023
Crece con Energía
Neoelectra proveerá electricidad a dos nuevos clientes industriales: Cía. Chilena de Fósforos y UDLA.

EDICIÓN N° 180 - ENE/FEB 2023
Problemas de Disposición
Un completo panorama sobre los sitios de disposición final de residuos sólidos domiciliarios.

EDICIÓN N° 180 - ENE/FEB 2023
Olor Porcino bajo Control
Soluciones técnicas para que los planteles de cerdos cumplan con la norma de olores recién publicada.

EDICIÓN N° 180 - ENE/FEB 2023
¿Cómo estamos para la Recarga?
Revisamos los avances y desafíos en torno a la infraestructura de carga para vehículos eléctricos en Chile.

EDICIÓN N° 180 - ENE/FEB 2023
Mejoras para Evaluar
Especialistas de distintos ámbitos exponen propuestas para mejorar la evaluación ambiental de los proyectos.

EDICIÓN N° 180 - ENE/FEB 2023
Los Desafíos del Litio
Esta industria debe superar algunas brechas tecnológicas para lograr una producción más sustentable.

EDICIÓN N° 180 - ENE/FEB 2023
Asesoría en Línea
Consultores analizan las complejidades en la evaluación ambiental de proyectos de transmisión eléctrica.

EDICIÓN N° 180 - ENE/FEB 2023
El Reto Electrónico
¿Qué ocurre en América Latina con la gestión y el reciclaje de los residuos electrónicos y eléctricos?

EDICIÓN N° 180 - ENE/FEB 2023
Megaincendios bajo la Lupa
¿Cómo prevenir o minimizar la ocurrencia de incendios forestales extremos como los de esta temporada?

EDICIÓN N° 179 - NOV/DIC 2022
Depuración Inteligente
La inteligencia artificial puede optimizar los procesos de tratamiento de aguas. ¿Cómo aplicarla?
EDICIÓN N° 179 - NOV/DIC 2022
Vino y Agua... con Moderación
Conozca iniciativas y buenas prácticas aplicadas en el sector vitivinícola para cuidar el recurso hídrico.

ARTÍCULO SITIO WEB
¿Qué es un generador solar?
Tecnología EcoFlow reemplaza a los generadores tradicionales, sin contaminar y con bajo mantenimiento.

EDICIÓN N° 179 - NOV/DIC 2022
¿Qué Pasa con las Tuberías?
Revisamos las causas más habituales de las fallas en las redes de conducción de aguas servidas.

EDICIÓN N° 179 - NOV/DIC 2022
Pretratamiento para Desalar
Sigma DAF es un sistema basado en flotación por aire disuelto que eleva el rendimiento de las desaladoras.

EDICIÓN N° 179 - NOV/DIC 2022
Olfato Continuo
El uso de panelistas entrenados más algunas tecnologías permiten medir olores de forma continua y efectiva.

EDICIÓN N° 179 - NOV/DIC 2022
El Agua para las Calderas
¿Qué características debe tener el agua usada en estos equipos para alargar su vida útil?

EDICIÓN N° 179 - NOV/DIC 2022
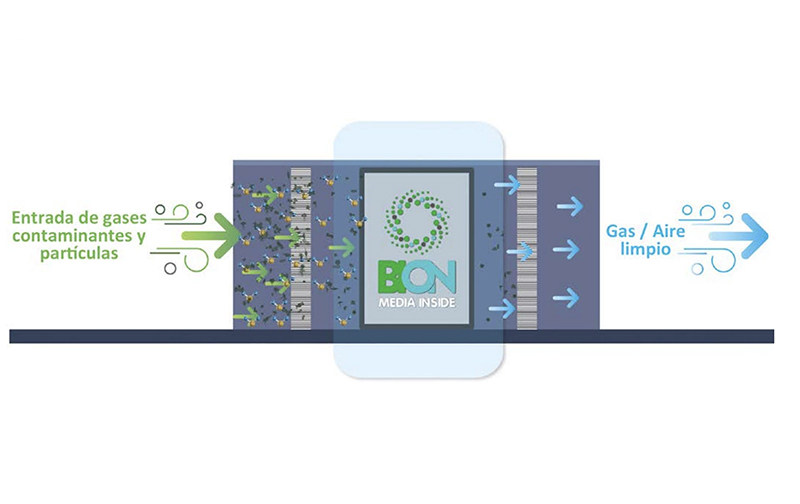
Ideales para las PTAS
Las medias adsorbentes de BION eliminan los gases complejos que genera el tratamiento de aguas servidas.
EDICIÓN N° 179 - NOV/DIC 2022
Servicio Integral
Instruvalve provee desde plantas hasta equipos para tratar aguas, incluyendo ingeniería, asesoría y montaje.

EDICIÓN N° 179 - NOV/DIC 2022
Experiencia en Remediación
Flesan ofrece un servicio integral de remediación de suelos contaminados para proyectos de distinto tipo.

EDICIÓN N° 179 - NOV/DIC 2022
Las Ventajas de Biobox
Esta solución modular de biorremediación elimina nitratos, amonio, fósforo y sulfatos de las aguas.
EDICIÓN N° 179 - NOV/DIC 2022
Soluciones Compactas
Veolia provee sistemas para tratar aguas mediante filtración y ósmosis inversa, con múltiples beneficios.
EDICIÓN N° 179 - NOV/DIC 2022
Luz desde un Relave
Pucobre puso en marcha la primera planta fotovoltaica en el mundo sobre un tranque de relaves cerrado.

EDICIÓN N° 179 - NOV/DIC 2022
Hermética y Resistente
Esas son algunas cualidades de la válvula de bola sectorizada Ramen Valves para tratar efluentes.

EDICIÓN N° 179 - NOV/DIC 2022
A Controlar el Radón
AGQ muestrea y mide la concentración en espacios cerrados de este gas que puede causar cáncer al pulmón.

ARTÍCULO SITIO WEB
Energía Solar en su Jardín
Los paneles portátiles EcoFlow ocupan menos espacio que los fijos, aportando ahorro y otros beneficios.

EDICIÓN N° 179 - NOV/DIC 2022
Puro Beneficio
Aguas Andinas ha devuelto al medio ambiente más de 6 mil millones de m3 de agua depurada.

EDICIÓN N° 179 - NOV/DIC 2022
Tratamiento Superior
Revisamos el nivel de cumplimiento y los retos que afrontan las plantas de tratamiento de aguas servidas.

EDICIÓN N° 179 - NOV/DIC 2022
Para Medir Plaguicidas
Nanopartículas podrían detectar residuos de plaguicidas en alimentos más rápido y a menor costo que las...
EDICIÓN N° 179 - NOV/DIC 2022
Como Rellenos Cementados
Disponer los relaves de esa manera en minas subterráneas es una realidad en muchos países. ¿Cuál es su...

EDICIÓN N° 179 - NOV/DIC 2022
Monitoreando los Olores
¿Qué aspectos debe considerar en la implementación de un sistema para el monitoreo continuo de emisiones...

EDICIÓN N° 179 - NOV/DIC 2022
Para Evitar Incendios Forestales
La silvicultura preventiva reduce el peligro de generación y propagación de estos siniestros.

EDICIÓN N° 179 - NOV/DIC 2022
Después de la COP27, ¿qué?
Expertos destacan los desafíos que se deben abordar tras la última cumbre climática de la ONU.

EDICIÓN N° 179 - NOV/DIC 2022
Equipados contra el Fuego
¿Qué vestuario y elementos de seguridad debieran usar quienes combaten incendios forestales?

EDICIÓN N° 179 - NOV/DIC 2022
Mejora la Conducta
Asiquim espera que todos sus miembros estén verificados en Responsible Care en 2024.

EDICIÓN N° 178 - SEP/OCT 2022
Lubricación Más Eficiente
Nuevos lubricantes buscan ahorrar combustible y reducir las emisiones del transporte.

EDICIÓN N° 178 - SEP/OCT 2022
De Combustión a Eléctrica
¿Cuáles son las ventajas de electrificar una flota de vehículos y qué factores considerar para hacerlo?

ARTÍCULO SITIO WEB
Nanoburbujas para Antofagasta
Kran desarrollará proyectos piloto para optimizar el uso de agua en industrias de la región de Antofagasta.

EDICIÓN N° 178 - SEP/OCT 2022
Vegetación sobre Relaves
La fitorremediación ayuda a controlar la contaminación generada por estos residuos mineros.

EDICIÓN N° 178 - SEP/OCT 2022
Mida la Turbidez
Los turbidímetros de alta calidad miden con precisión este parámetro clave en el tratamiento de riles.

EDICIÓN N° 178 - SEP/OCT 2022
Desafíos para el Hidrógeno Verde
¿Cómo abordar los riesgos e impactos ambientales asociados a la producción y uso del H2v?

EDICIÓN N° 178 - SEP/OCT 2022
Asesoría Sustentable
Equilibrio Triangular entrega consultoría ambiental para el adecuado desarrollo de proyectos energéticos.

EDICIÓN N° 178 - SEP/OCT 2022
Remedio para Suelos y Aguas
Oxynova descompone contaminantes de forma natural y rápida, generando beneficios económicos y ambientales.

ARTÍCULO SITIO WEB
Generadores solares y portátiles
Con estas innovadoras soluciones de energía renovable, EcoFlow aporta al desarrollo limpio en Chile.

EDICIÓN N° 178 - SEP/OCT 2022
Experiencia Minera
Solenis Mining Experience mostrará innovaciones químicas para tratar minerales, aguas frescas y de procesos.

EDICIÓN N° 178 - SEP/OCT 2022
Remediación + Hidrógeno
FCAB avanza en sus planes para reconvertir patios ferroviarios y usar H2v en sus locomotoras.

EDICIÓN N° 178 - SEP/OCT 2022
Relacionamiento Temprano
Statkraft Chile dialoga con las comunidades para dar a conocer sus proyectos solares antes de su evaluación.

EDICIÓN N° 178 - SEP/OCT 2022
Alertas en el Agua
Estudio del CRHIAM advierte baja calidad ambiental de las fuentes de agua potable en algunas regiones.

EDICIÓN N° 178 - SEP/OCT 2022
Con Baterías de Litio
SQM y Jungheinrich lanzaron flota de grúas horquilla eléctricas que reducen en un 47% las emisiones de...

EDICIÓN N° 178 - SEP/OCT 2022
Vitrina de Energía Limpia
Experiencia E presentó con éxito soluciones e innovaciones en electromovilidad y energías renovables.

EDICIÓN N° 178 - SEP/OCT 2022
Saneamiento Ambiental
Ese es el objetivo del servicio de saneamiento y recuperación de suelos contaminados que ofrece Hidronor.

EDICIÓN N° 178 - SEP/OCT 2022
Litio sobre Ruedas
Albemarle es un aliado estratégico para que Chile cuente con este mineral clave para la electromovilidad.

EDICIÓN N° 178 - SEP/OCT 2022
REP: Neumáticos en Problemas
Es probable que los sistemas colectivos de gestión para los NFU no empiecen a operar en el plazo decretado.

EDICIÓN N° 178 - SEP/OCT 2022
Cómo Eliminar Hidrocarburos
¿Qué técnicas se usan para limpiar suelos con hidrocarburos y cómo avanzar en esta necesaria tarea?

EDICIÓN N° 178 - SEP/OCT 2022
Cuide su Planta Solar
Conozca acciones aplicadas para prevenir fallas y mantener el rendimiento de las plantas fotovoltaicas.

EDICIÓN N° 178 - SEP/OCT 2022
A Pescar los Olores
Adelantamos el próximo anteproyecto de norma de olores pesqueros y algunas opciones para su control.

EDICIÓN N°178 - SEPT/OCT2
Para Vivir Mejor
Revise los avances y retos de Chile para lograr las metas del ODS 11 sobre ciudades y comunidades sostenibles.

EDICIÓN N°178 - SEPT/OCT
El Turno de los Proveedores
¿Qué desafíos y oportunidades tiene la minería para mitigar las emisiones de GEI de alcance 3?

EDICIÓN N°178 - SEPT/OCT 2022
Cuídese de los Plaguicidas
Detallamos medidas para que los trabajadores agrícolas eviten el contacto directo con agroquímicos que...

EDICIÓN N° 177 - JUL/AGO 2022
Desafíos Hídricos
Las industrias porcina y avícola buscan aumentar el reúso y recirculación de agua que hoy llega a un 62%.

EDICIÓN N° 177 - JUL/AGO 2022
Vigilante del Aire
Neyenmapu provee tecnologías y servicios para monitorear y caracterizar emisiones atmosféricas y fuentes.

EDICIÓN N° 177 - JUL/AGO 2022
Bombas con Ventajas
Las bombas de doble diafragma neumáticas son una solución eficiente para numerosos procesos industriales.

EDICIÓN N° 177 - JUL/AGO 2022
¡Reutilice el Agua!
Kran desarrolla soluciones con nanoburbujas que permiten reusar aguas residuales en riego.

EDICIÓN N° 177 - JUL/AGO 2022
Cemento Bajo en Carbono
Esa es parte de la apuesta de la industria cementera nacional para avanzar hacia la sustentabilidad.

EDICIÓN N° 177 - JUL/AGO 2022
Factor de Éxito
SIGEA permite incorporar la sustentabilidad corporativa en la estrategia de negocios de las empresas.

EDICIÓN N° 177 - JUL/AGO 2022
Hongos Beneficiosos
Los hongos micorrícicos arbusculares aumentan la absorción de agua y nutrientes en los cultivos agricolas.
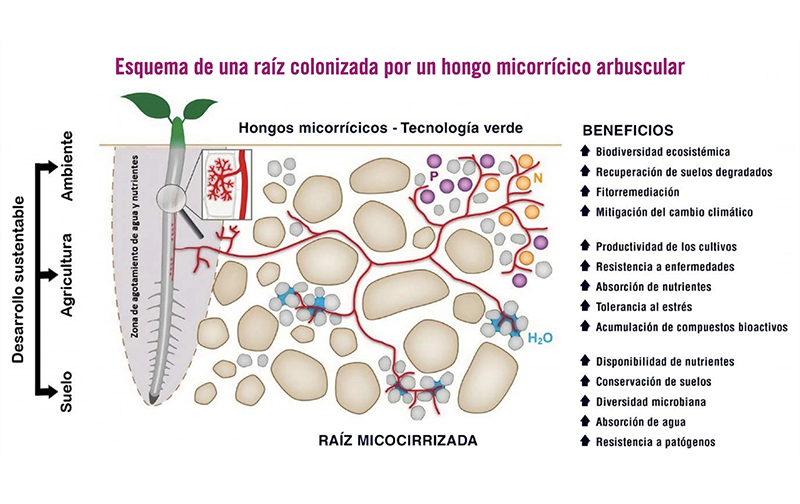
EDICIÓN N° 177 - JUL/AGO 2022
Emisiones en Calderas
Conozca valores referenciales asociados a los productos de la combustión y las emisiones de las calderas.
EDICIÓN N° 177 - JUL/AGO 2022
Filtración Óptima
Filtralite aumenta la velocidad de filtración y puede reducir en más de 50% las aguas de lavado.

EDICIÓN N° 177 - JUL/AGO 2022
Más Seguridad Hídrica
Los pozos de Cerro Negro-Lo Mena refuerzan el suministro de agua potable en la RM, ante el cambio climático.

EDICIÓN N° 177 - JUL/AGO 2022
Para Medir BTEX
Conozca algunas avanzadas tecnologías para monitorear estos compuestos orgánicos volátiles.

EDICIÓN N° 177 - JUL/AGO 2022
Atentos a la Huella
Proterm ya estructura sus servicios para ayudar a las empresas a avanzar en la gestión sostenible del agua.

EDICIÓN N° 177 - JUL/AGO 2022
Camino a la Restauración
Con un nuevo enfoque se busca avanzar de manera definitiva en la recuperación de las zonas de sacrificio.

EDICIÓN N° 177 - JUL/AGO 2022
Cómo Mejorar el Monitoreo
Proyecto de red pública busca reforzar medición de la calidad del aire en Quintero, Puchuncaví y Concón.

EDICIÓN N° 177 - JUL/AGO 2022
Cultivos con Menos Agua
Presentamos prometedoras innovaciones para el uso eficiente del agua en la agricultura.

EDICIÓN N°177 - JUL/AGO 2022
Seguridad a Bordo
Sepa cómo prevenir los riesgos de accidentes laborales en embarcaciones pesqueras, especialmente artesanales.

EDICIÓN N°177 - JUL/AGO 2022
Océanos de Esperanza
Destacamos las más recientes iniciativas impulsadas en América Latina para proteger y conservar los...
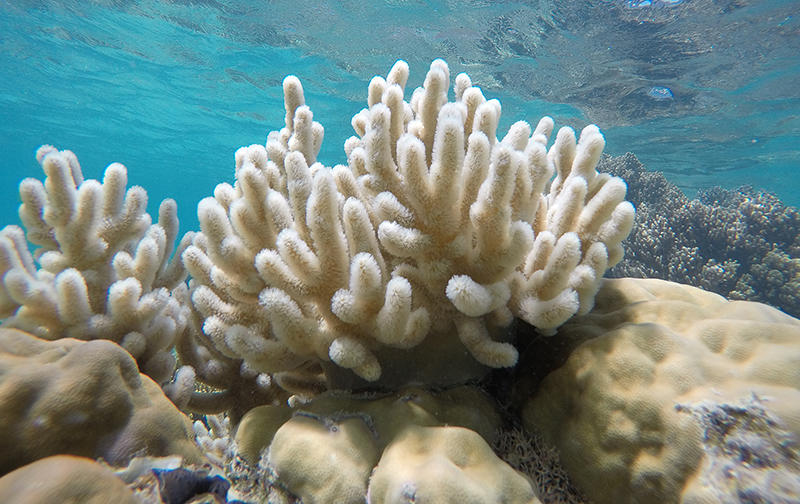
EDICIÓN N°177 - JUL/AGO 2022
Resguardos para Desalar
¿Qué medidas se aplican para mitigar los impactos generados por las plantas desalinizadoras?

EDICIÓN N°177 - JUL/AGO 2022
Escorias con Valor
Diversos proyectos buscan darle utilidad a estos residuos del proceso de fundición de cobre.

EDICIÓN N°177 - JUL/AGO 2022
Operación Metano
Conozca estrategias que se evalúan para reducir las emisiones de este potente GEI en la ganadería nacional.

EDICIÓN N°176 - MAY/JUN 2022
Ambiente Constitucional
Resumimos las bases ambientales del borrador de nueva Constitución. Expertos analizan la propuesta.

EDICIÓN N°176 - MAY/JUN 2022
¿Problemas con las Válvulas?
Revisamos los desperfectos más comunes que afectan a las válvulas industriales y cómo prevenirlos.
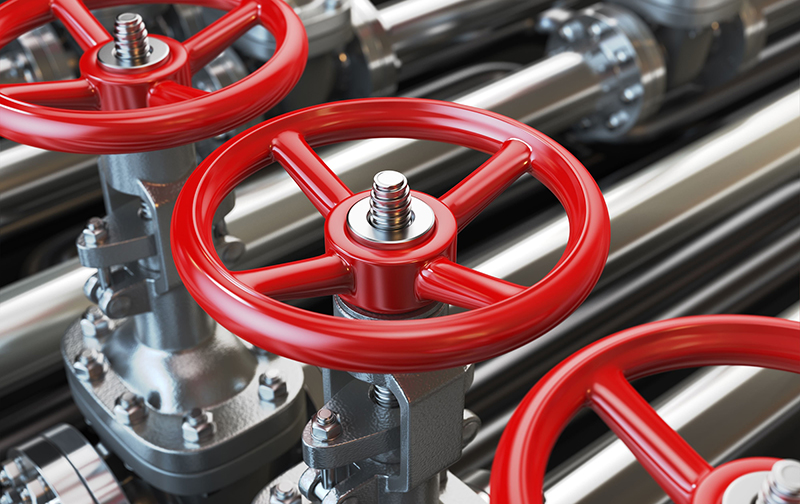
EDICIÓN N°176 - MAY/JUN 2022
Cuando la minería se acaba
Especialistas evalúan la implementación de la Ley de Cierre de Faenas Mineras y plantean algunos retos.

EDICIÓN N°176 - MAY/JUN 2022
Bombas para Desalar
¿Qué propiedades técnicas deben tener las bombas utilizadas en las plantas desaladoras de agua de mar?

EDICIÓN N°176 - MAY/JUN 2022
Cómo Adaptarse al Clima
U. de Chile lidera proyecto que busca generar escenarios de adaptación al cambio climático para la minería.

EDICIÓN N°176 - MAY/JUN 2022
Ingeniería Solar
Ingimex provee válvulas de control de la más alta precisión para los proyectos de energía solar.

EDICIÓN N°176 - MAY/JUN 2022
Olfato Marino
E-NASE mide el olor a mar descomponiendo sus elementos, una solución eficaz para industrias como la pesquera.

EDICIÓN N°176 - MAY/JUN 2022
Adsorción Eficaz
Medias adsorbentes BION controlan la corrosión que causan contaminantes como el H2S y el SO2 en la minería.

EDICIÓN N°176 - MAY/JUN 2022
Suma Energía
Grupo Neoelectra pondrá en marcha su propia comercializadora de electricidad para clientes industriales.
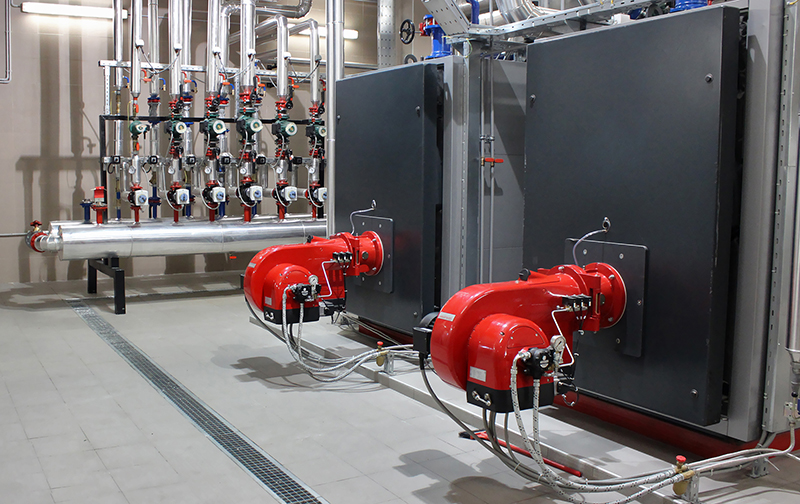
EDICIÓN N°176 - MAY/JUN 2022
Un Socio Estratégico
AMBEC asesora ambiental y legalmente a las empresas para que obtengan permisos y licencia social para operar.

EDICIÓN N°176 - MAY/JUN 2022
Acero Sostenible
Huachipato busca consolidar su compromiso con la sostenibilidad y su aporte a una minería más verde.

ARTÍCULO SITIO WEB
Para un Buceo Seguro
Underdeep pone a disposición de la industria acuícola la cámara hiperbárica más moderna de Sudamérica.
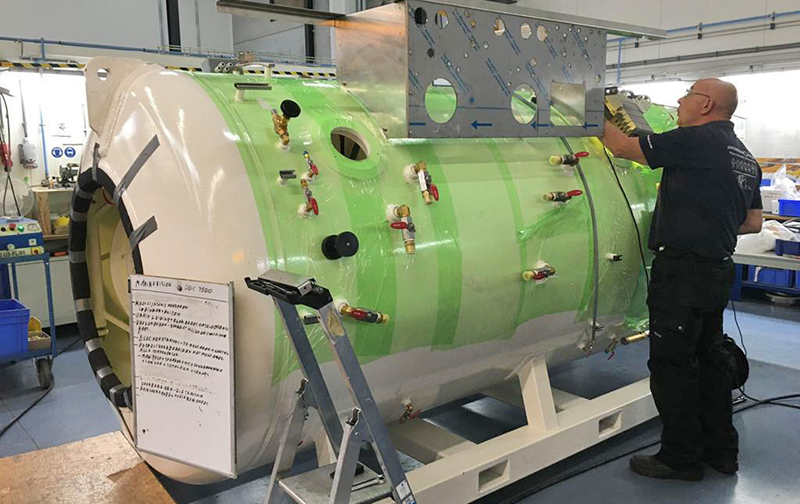
EDICIÓN N°176 - MAY/JUN 2022
¡Bienvenida Ecotecnos!
Empresa de consultoría ambiental e ingeniería, especializada en el medio marino, se sumó al Grupo SGS.

EDICIÓN N°176 - MAY/JUN 2022
Para Recuperar Aguas Lluvias
CAPTA trabaja en el desarrollo de humedales construidos para controlar y aprovechar las aguas lluvias.

EDICIÓN N°176 - MAY/JUN 2022
Ejemplo de Remediación
FCAB presentó en congreso internacional su Plan de Reconversión de Patios Ferroviarios en Antofagasta.

EDICIÓN N°176 - MAY/JUN 2022
Valor Natural
Diversas iniciativas para resguardar y difundir la biodiversidad de Chañaral desarrolla Capstone Copper.

EDICIÓN N°176 - MAY/JUN 2022
Alianza Instrumental
El amplio catálogo de instrumentación de Yokogawa que distribuye Ega Flow optimiza la productividad.
EDICIÓN N°176 - MAY/JUN 2022
¿De Dónde Son las Emisiones?
Expertos analizan las dificultades para identificar el origen de la contaminación en Quintero-Puchuncaví.

EDICIÓN N°176 - MAY/JUN 2022
Más Litio con Menos Agua
Con nueva planta La Negra III, Albemarle duplicará la producción de litio y reducirá el consumo hídrico.

EDICIÓN N°176 - MAY/JUN 2022
Con Talento de Mujer
SQM demostró su compromiso con la equidad de género promoviendo oportunidades laborales en Exponor.

EDICIÓN N°176 - MAY/JUN 2022
Renovando la Energía
La minería sigue sumando energías renovables, aunque su almacenamiento y transmisión plantean retos.

EDICIÓN N°176 - MAY/JUN 2022
Modelando los Olores
Orientaciones para el adecuado desarrollo de un sistema de modelación de olores industriales.
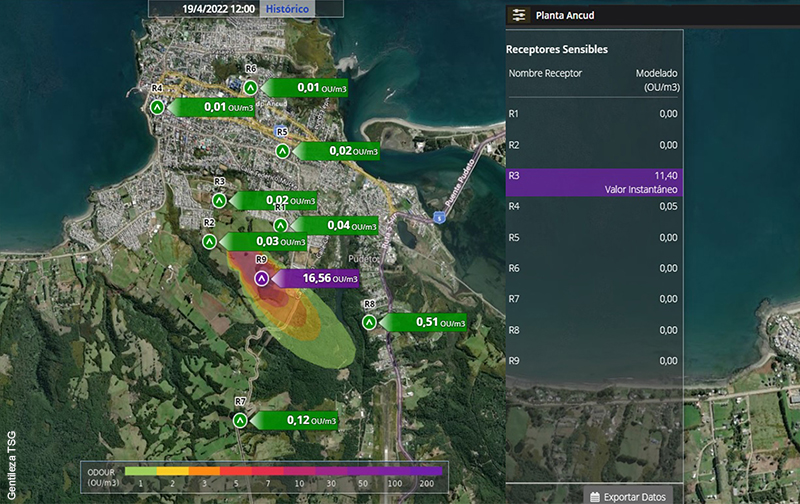
EDICIÓN N°176 - MAY/JUN 2022
Dosificación Vital
Innovaciones, consejos de mantención y otros aspectos de las bombas dosificadoras usadas para tratar aguas.

EDICIÓN N°176 - MAY/JUN 2022
Por Rieles Verdes
Aumentan los proyectos de trenes eléctricos y a base de hidrógeno para frenar las emisiones de carbono.

EDICIÓN N°176 - MAY/JUN 2022
El Sueño de la Seguridad
Consejos para lograr un descanso reparador y reducir así los riesgos de accidentes laborales.

EDICIÓN N°175 - MAR/ABR 2022
Cambio para las Empresas
La Ley Marco de Cambio Climático abre opciones para que las empresas aporten soluciones y logren beneficios.

EDICIÓN N°175 - MAR/ABR 2022
La Justicia Ambiental
Para reducir las emisiones de GEI se requiere que exista igualdad de derechos en el uso de la atmósfera.

EDICIÓN N°175 - MAR/ABR 2022
Límites para el Ruido
Avanzan la revisión del DS 38, que regula las fuentes fijas, y el desarrollo de la primera norma de calidad.

ARTÍCULO SITIO WEB
Análisis confiable
Laboratorios acreditados de Hidronor aseguran la correcta caracterización y análisis de residuos peligrosos.

EDICIÓN N°175 - MAR/ABR 2022
¿Cómo Huelen las PTAS?
Conozca las tecnologías que usan las plantas de tratamiento de aguas servidas en Chile para controlar olores.

EDICIÓN N°175 - MAR/ABR 2022
Obreras del Silencio
Estos son los principales sistemas para prevenir y controlar ruido en obras de construcción y demolición.

EDICIÓN N°175 - MAR/ABR 2022
Transporte sin Emisiones
La electromovilidad y el H2v impulsan oferta de vehículos y servicios con menor huella de carbono.

EDICIÓN N°175 - MAR/ABR 2022
Valorice los Biosólidos
Bioset permite obtener lodos de alta calidad y valor, en un proceso eficiente, seguro y que evita olores.

EDICIÓN N°175 - MAR/ABR 2022
La Siembra de Agua
Opciones y desafíos para la infiltración de acuíferos como medida ante la sequía y el cambio climático.

EDICIÓN N°175 - MAR/ABR 2022
Por la Vía Eléctrica
Incorporando buses y palas eléctricas en sus operaciones, CMP avanza hacia el desarrollo sostenible.

EDICIÓN N°175 - MAR/ABR 2022
Gestión Integral de Olores
Proterm provee soluciones de alto estándar para el diagnóstico, control y seguimiento de estas emisiones.

EDICIÓN N°175 - MAR/ABR 2022
GEI y Olores bajo Control
Oxynova puede reducir rápidamente estas emisiones que se generan en el tratamiento de aguas residuales.
EDICIÓN N°175 - MAR/ABR 2022
Monitoreo que Evita Reclamos
Soluciones de TSG permiten maximizar la continuidad operacional y prevenir incidentes de olores.
EDICIÓN N°175 - MAR/ABR 2022
La Ley Marco en Marcha
A la espera de su promulgación, avanzan los preparativos para implementar la Ley sobre Cambio Climático.
EDICIÓN N°175 - MAR/ABR 2022
Con Aroma de Mejoras
Conozca los límites de olor y prácticas operacionales que establece la norma para planteles porcinos.
EDICIÓN N°175 - MAR/ABR 2022
Brotes después del Fuego
Conozca el trabajo que se desarrolla para restaurar las áreas afectadas por los incendios forestales.

EDICIÓN N°175 - MAR/ABR 2022
En Torno a Dominga
Repasamos los últimos hechos que han marcado al proyecto, que espera por el fallo de la Corte Suprema.

EDICIÓN N°175 - MAR/ABR 2022
Minería Cero Carbono
Esa meta aspira lograr Anglo American a más tardar en 2040. Y también aportar a la transición energética.

EDICIÓN N°175 - MAR/ABR 2022
Las “Bajas” de la Naturaleza
El medio ambiente y biodiversidad sufren graves daños durante conflictos armados como el que azota a Ucrania.

EDICIÓN N°175 - MAR/ABR 2022
Las Aguas del Minero
Nuevas exigencias incorporó el Código de Aguas para el hallazgo de acuíferos al interior de faenas mineras.

EDICIÓN N°175 - MAR/ABR 2022
La Perla del Norte
Exponor retorna de forma presencial a Antofagasta con un enfoque en la minería y la energía verde.

EDICIÓN N°175 - MAR/ABR 2022
Remediación de Fondo
Uso de nanoburbujas favorece la remoción de residuos y recuperación de fondos en concesiones acuícolas.

EDICIÓN N°174 - ENE/FEB 2022
Con Eficiencia y Energía
¿Cómo distinguir un buen programa de estudio sobre eficiencia energética en la educación superior?
ARTÍCULO SITIO WEB
La Minería de la Salmuera
Recuperar minerales desde la salmuera que se genera en la desalación abre convenientes opciones para Chile.

EDICIÓN N°174 - ENE/FEB 2022
Consejos a la Vista
Recomendaciones y ejercicios para evitar la fatiga ocular que causa el trabajo frente a los computadores.
EDICIÓN N°174 - ENE/FEB 2022
Evaluación con Base
Avances, deudas y desafíos en torno a los estudios de línea de base para la evaluación ambiental.

EDICIÓN N°174 - ENE/FEB 2022
Energéticas y valiosas
En Chile existe capacidad de gestión para aumentar el reciclaje de baterías fuera de uso, según ANIR.

EDICIÓN N°174 - ENE/FEB 2022
Circularidad en Construcción
Conozca los avances, proyectos y metas para la valorización de los residuos de construcción y demolición.

EDICIÓN N°174 - ENE/FEB 2022
Retos para el Compostaje
Desarrollar regulaciones e infraestructura, involucrar a la ciudadanía y apoyar a los municipios son algunos.

EDICIÓN N°174 - ENE/FEB 2022
Soluciones Integrales
Zarey desarrolla herramientas innovadoras para que las empresas resuelvan sus problemáticas ambientales.
EDICIÓN N°174 - ENE/FEB 2022
Desde Hogares a Industrias
Pionero en economía circular, Vicmar presta servicios de gestión integral de residuos sólidos.

EDICIÓN N°174 - ENE/FEB 2022
Escombros con Valor
Flesan reutiliza y recicla la mayor parte de los residuos que genera, especialmente en las demoliciones.
EDICIÓN N°174 - ENE/FEB 2022
REP: Envases Industriales
PROREP ofrece un sistema de gestión exclusivo y conveniente para envases y embalajes no domiciliarios.
EDICIÓN N°174 - ENE/FEB 2022
Claves de la Ley Marco
Revise los principales aspectos, desafíos y posibles mejoras al proyecto de Ley Marco de Cambio Climático.

EDICIÓN N°174 - ENE/FEB 2022
Actualización Vital
Representantes de tres sectores analizan las implicancias de la reforma aprobada al Código de Aguas.

EDICIÓN N°174 - ENE/FEB 2022
Reglas para los Salmones
Limpiar los residuos en las áreas de concesión es una de las nuevas exigencias ambientales para la industria...

EDICIÓN N°174 - ENE/FEB 2022
La Otra Luz Verde
El otorgamiento de los permisos ambientales sectoriales es clave dentro de la evaluación ambiental de los...

EDICIÓN N°174 - ENE/FEB 2022
A Estrujar los Relaves
Algunos ejemplos de proyectos que buscan recuperar agua desde relaves mineros.

EDICIÓN N°174 - ENE/FEB 2022
¡Culpables!
Presentamos casos de empresas multinacionales sancionadas o demandadas por graves daños ambientales.

EDICIÓN N°174 - ENE/FEB 2022
Freno al Fuego
Chile usa tecnologías y prácticas de vanguardia para afrontar los incendios forestales. Aquí algunas.
EDICIÓN N°174 - ENE/FEB 2022
¿Cómo Avanza la REP?
En 2022 debieran estar listos los primeros sistemas de gestión de los productos priorizados en la Ley REP.

EDICIÓN N°173 - NOV/DIC 2021
¿Cómo Impulsar la Desalación?
Ante la crisis hídrica, especialistas analizan las barreras y opciones para desarrollar esta alternativa.

ARTÍCULO SITIO WEB
Cambios en el Código
Dos expertos analizan las implicancias de las principales modificaciones al Código de Aguas.

EDICIÓN N°173 - NOV/DIC 2021
Agua en el Establo
Faenadoras, frigoríficos y procesadoras de productos cárnicos trabajan para reducir su consumo hídrico.

EDICIÓN N°174 - ENE/FEB 2022
Aliado Circular
Hidronor aporta a la economía circular con la gestión adecuada de los productos priorizados en la ley REP.

EDICIÓN N°173 - NOV/DIC 2021
Saneamiento con Energía
Celdas de combustibles microbianas permiten tratar aguas residuales y producir energía eléctrica renovable.
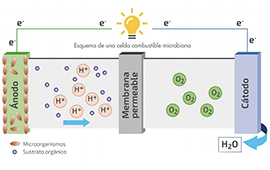
EDICIÓN N°174 - ENE/FEB 2022
A Favor de la Corriente
Revisamos algunos ejemplos de circularidad y reciclaje de residuos en la industria salmonera.

EDICIÓN N°173 - NOV/DIC 2021
La Reforma Hídrica
Revisamos las propuestas del Gobierno y de Escenarios Hídricos 2030 para generar un marco institucional para...

EDICIÓN N°173 - NOV/DIC 2021
Huella Eficaz
La huella hídrica permite evaluar la sostenibilidad del consumo de agua en las cuencas hidrográficas.
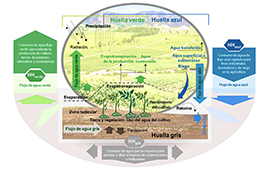
EDICIÓN N°173 - NOV/DIC 2021
Depuración sin Olores
BION provee medias adsorbentes para eliminar los olores y gases que se generan al tratar aguas residuales.

EDICIÓN N°173 - NOV/DIC 2021
Tecnologías Vitales
Inquinat ofrece tecnologías para tratar aguas permitiendo su reúso en diferentes aplicaciones.

EDICIÓN N°173 - NOV/DIC 2021
Soluciones Inteligentes
Es lo que ofrece Solenis para la gestión y gerenciamiento adecuado de los recursos hídricos en la industria.

EDICIÓN N°172 - SEP/OCT 2021
Análisis Residual
Resultados y aprendizajes de un estudio para la detección temprana del SARS-CoV-2 en aguas residuales.

EDICIÓN N°173 - NOV/DIC 2021
Costra para Relaves
Minera Sierra Gorda SCM innova con el uso de costra salina para cerrar depósitos de relaves.

EDICIÓN N°173 - NOV/DIC 2021
La Espuma en el Agua
Cómo escoger un antiespumante apropiado para controlar este factor en procesos de tratamiento e industriales.

ARTÍCULO SITIO WEB
Acuerdo por las Aguas
Envirosuite y GHD potencian sus soluciones como EVS Water, plataforma para optimizar plantas de tratamiento.

EDICIÓN N°173 - NOV/DIC 2021
Compromiso Sustentable
CMP descarbonizará su Planta de Pellets en Huasco, y reducirá más sus emisiones con un nuevo precipitador.

EDICIÓN N°173 - NOV/DIC 2021
Apuesta por el Reúso
Ante la sequía en la RM, Aguas Andinas desarrolla proyecto con regantes para reutilizar las aguas depuradas.

EDICIÓN N°173 - NOV/DIC 2021
Floculación Natural
Oxynova precipita la materia orgánica presente en aguas residuales, sin usar químicos y reduciendo costos.

EDICIÓN N°173 - NOV/DIC 2021
El Nuevo Decreto 90
Revisamos los cambios tendrá la norma que regula la descarga de contaminantes a aguas superficiales.

EDICIÓN N°173 - NOV/DIC 2021
Vigía de los Olores
El servicio VigIA, de Proterm, es una solución que combina IA y BigData para optimizar mediciones de olores.

EDICIÓN N°173 - NOV/DIC 2021
Las Prioridades de Gabriel Boric
Las propuestas del Presidente Electo para enfrentar la crisis climática e hídrica y las deudas ambientales.

EDICIÓN N°173 - NOV/DIC 2021
Límites a los Motores
Conozca en detalle las normas de emisión para maquinaria móvil fuera de ruta y grupos electrógenos.

EDICIÓN N°173 - NOV/DIC 2021
Enfoque Natural
Revisamos algunas soluciones basadas en la naturaleza implementadas por empresas mineras.

EDICIÓN N°173 - NOV/DIC 2021
Intercambio Favorable
Las resinas de intercambio iónico destacan entre las soluciones químicas para descontaminar el agua.

EDICIÓN N°173 - NOV/DIC 2021
Operación 1,5 °C
Tras la COP26, ¿qué hacer para limitar el calentamiento del planeta a 1,5 °C hacia fines de siglo?

EDICIÓN N°173 - NOV/DIC 2021
¡Hasta 2023!
Expomin 2021 cerró con un positivo balance, con la sustentabilidad y el medio ambiente como protagonistas.

EDICIÓN N°172 - SEP/OCT 2021
Tecnificado y Eficiente
Revise algunos consejos para optimizar la implementación y el uso del riego tecnificado, con miras a reducir...

EDICIÓN N°172 - SEP/OCT 2021
Combinación Ventajosa
La acuicultura multitrófica mejora la producción con importantes beneficios ambientales. En Chile, ya hay...

ARTÍCULO SITIO WEB
Nuevas Amenazas en el Agua
Contaminantes emergentes como productos farmacéuticos y pesticidas requieren regulación y tratamiento.

EDICIÓN N°172 - SEP/OCT 2021
Sobre Riego y Medio Ambiente
¿Qué consideraciones ambientales debiera incluir el proyecto que busca prorrogar la Ley de Riego?

EDICIÓN N°172 - SEP/OCT 2021
Al Servicio de la Industria
Con 25 años de vida, Simtech es un proveedor confiable de ingeniería e instrumentación para tratar aguas.

EDICIÓN N°172 - SEP/OCT 2021
Prevención Digital
La plataforma informática PGIS ayuda a mejorar la gestión de las empresas en seguridad y salud ocupacional.

ARTÍCULO SITIO WEB
PCB: A Cumplir con las Normas
Empresas en Chile deben dejar de usar estos compuestos tóxicos en 2025 y gestionar su eliminación segura.

EDICIÓN N°172 - SEP/OCT 2021
Packaging Reciclado
El nuevo marco regulatorio está impulsando el uso de rPET en envases y embalajes de bebidas y alimentos.

EDICIÓN N°172 - SEP/OCT 2021
El Caudal Exacto
Los caudalímetros electromagnéticos de Soltex optimizan el monitoreo del flujo de agua en diversos procesos.

EDICIÓN N°172 - SEP/OCT 2021
Para Biomasa Compleja
Neumann ofrece calderas para biomasa difícil de combustionar por su alto contenido de humedad e impurezas.

EDICIÓN N°172 - SEP/OCT 2021
Desinfección Total
ReSPR elimina bacterias y virus como el del Covid-19, generando espacios saludables en empresas y transporte.

EDICIÓN N°172 - SEP/OCT 2021
Instalaciones sin Olores
Actilayer es una solución eficaz y conveniente para mitigar olores de fuentes difusas difíciles de tratar.

EDICIÓN N°172 - SEP/OCT 2021
Campanas para la Minería
La tecnología SEANA destaca a nivel mundial por su alta eficiencia en la captura de neblina ácida.

EDICIÓN N°172 - SEP/OCT 2021
Valiosa Solución
Biodiversa trata biosólidos generados en PTAS para usarlos como abono en suelos agrícolas y forestales.

EDICIÓN N°172 - SEP/OCT 2021
Energía Sostenible
Agrosuper revaloriza los lodos de sus procesos para generar energía limpia y reducir su huella de carbono.
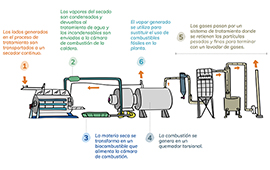
EDICIÓN N°172 - SEP/OCT 2021
Especialista Ambiental
SGS suma más de 30 años prestando servicios ambientales claves para la industria y el país.

EDICIÓN N°172 - SEP/OCT 2021
Atentos al Clima
Antofagasta Minerals potencia su estrategia para adaptarse y mitigar los efectos del cambio climático.

EDICIÓN N°172 - SEP/OCT 2021
Ejemplo de Minería Circular
La Planta Magnetita de CMP recupera desde hace 13 años el hierro contenido en los relaves de cobre.

ARTÍCULO SITIO WEB
Olores y Quejas bajo Control
Sepa cómo gestionar adecuadamente los problemas odoríferos en las redes de saneamiento ambiental.

EDICIÓN N°172 - SEP/OCT 2021
Al Calor de los PCM
Los materiales de cambio de fase permiten almacenar y liberar una cantidad importante de energía termosolar.
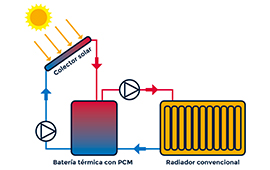
EDICIÓN N°172 - SEP/OCT 2021
Reciclaje Eólico
Pese a ser reciclables, gran parte de los componentes de los aerogeneradores en desuso tiene otro destino.

EDICIÓN N°172 - SEP/OCT 2021
Juicio a las ETFA
SMA y una de las 71 Entidades Técnicas de Fiscalización Ambiental evalúan el trabajo de estos organismos.

EDICIÓN N°172 - SEP/OCT 2021
Disipan la Neblina
Algunas innovaciones tecnológicas para controlar la neblina ácida en plantas de electroobtención de cobre.

EDICIÓN N°172 - SEP/OCT 2021
Propuestas en Verde
Detallamos los principales postulados de gobierno de los 7 candidatos a La Moneda en temas de medio ambiente.

EDICIÓN N°172 - SEP/OCT 2021
La Receta Sustentable
Conozca los alcances ambientales de la estrategia de sustentabilidad agroalimentaria que impulsa el Gobierno.

EDICIÓN N°172 - SEP/OCT 2021
Calefacción Más Limpia
Programa de Recambio de Calefactores avanza con equipos más eficientes y sinergia con aislación térmica.

EDICIÓN N°171 - JUL/AGO 2021
Reconversión Renovable
Algunas generadoras a carbón podrían transformarse en sistemas de almacenamiento térmico con ERNC.
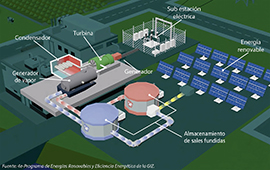
EDICIÓN N°171 - JUL/AGO 2021
Cambio que Conviene
Beneficios ambientales y ahorros trae la conversión de vehículos a gas, en especial para las empresas.

EDICIÓN N°171 - JUL/AGO 2021
Eficiencia Hidrodinámica
Mejoras al diseño de las válvulas de mariposa ahorran hasta un 40% de electricidad en sistemas de bombeo.
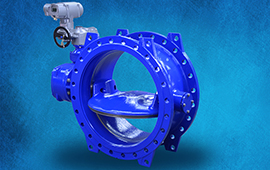
EDICIÓN N°171 - JUL/AGO 2021
Dosis en Línea
Conozca un eficiente sistema para dosificar y monitorear productos químicos por vía remota y en tiempo real.

EDICIÓN N°171 - JUL/AGO 2021
Eficiencia en la Nube
Chile está atrayendo a grandes y numerosos centros de datos. ¿Cómo reducir su alto consumo energético?

EDICIÓN N°171 - JUL/AGO 2021
Con Sello de Excelencia
Con distintas iniciativas, CAP Acero ha reducido el consumo de vapor, electricidad y sus emisiones.

EDICIÓN N°171 - JUL/AGO 2021
Bombeo a Pleno Sol
Sepa cómo optimizar los sistemas de bombeo fotovoltaico, que ofrecen beneficios en diversas aplicaciones.

EDICIÓN N°171 - JUL/AGO 2021
Para Cuidar las Turberas
El país requiere normas y políticas para la adecuada protección y el manejo integral de estos ecosistemas.

EDICIÓN N°171 - JUL/AGO 2021
La Carga Necesaria
Ampliar la red de cargadores y hacerla interoperable es clave para el avance de la electromovilidad en Chile.

EDICIÓN N°171 - JUL/AGO 2021
Con Buen Diafragma
Versatilidad y alta eficiencia energética son algunas ventajas de las bombas de doble diafragma Wilden.
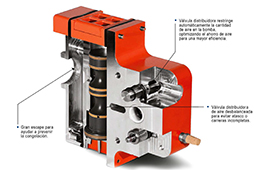
EDICIÓN N°171 - JUL/AGO 2021
Energía en 360º
Un servicio energético integral para la industria ofrece Neoelectra en Chile, a través de Conade-Energika.

ARTÍCULO SITIO WEB
Inteligencia Ambiental
Conozca innovaciones para optimizar la mitigación de olores, la gestión de quejas y la operación.
EDICIÓN N°170 - MAY/JUN 2021
Planifique su Gestión
Conozca orientaciones para desarrollar adecuadamente un plan de gestión de olores.

EDICIÓN N°171 - JUL/AGO 2021
Desafíos para el H2V
¿Qué ajustes regulatorios se requieren para desarrollar la industria del hidrógeno verde en Chile?

ARTÍCULO SITIO WEB
Soluciones para Descarga Cero
Las tecnologías ZLD minimizan la disposición de riles y recuperan más de un 98% de agua para reúso.

EDICIÓN N°171 - JUL/AGO 2021
Experiencia en Equilibrio
Con profesionales de reconocida trayectoria, Equilibrio Triangular apoya el desarrollo sostenible de proyectos

EDICIÓN N°171 - JUL/AGO 2021
Claves del Hidrógeno Verde
Revisamos las propiedades, modos de almacenaje y transporte, costos de producción y uso en calderas del HV.

EDICIÓN N°171 - JUL/AGO 2021
Movilidad Sostenible
La electromovilidad avanza en el mundo para mitigar el cambio climático. ¿Cómo se está preparando Chile?

EDICIÓN N°171 - JUL/AGO 2021
Monitoreo Termoeléctrico
SERPRAM cuenta con equipos móviles y una plataforma digital para potenciar la operación de los CEMS.

EDICIÓN N°171 - JUL/AGO 2021
A Buen Puerto
Expertos exponen las condiciones para la operación sustentable de un puerto frente al cambio climático.

EDICIÓN N°171 - JUL/AGO 2021
Reglas para los Suelos
Un marco regulatorio para la gestión integral de los suelos ayudaría a recuperar sitios contaminados.

EDICIÓN N°171 - JUL/AGO 2021
Inatascables y Eficientes
Esas condiciones deben tener los sistemas de bombeo de lodos para tratar aguas residuales con sólidos.

EDICIÓN N°171 - JUL/AGO 2021
Hidrógeno por Diésel
Avanzan los proyectos piloto con que la industria minera explora el uso de hidrógeno verde como combustible.

EDICIÓN N°171 - JUL/AGO 2021
Alerta Roja
¿Qué efectos prevé para Sudamérica y Chile el último informe sobre cambio climático del IPCC?

EDICIÓN N°171 - JUL/AGO 2021
Los Planes de Dominga
Minera detalla las acciones con que busca responder a los cuestionamientos al controvertido proyecto.
EDICIÓN N°171 - JUL/AGO 2021
Sol, Viento y... Capital
Revisamos algunas opciones para financiar el desarrollo de los proyectos de energías renovables en Chile.

EDICIÓN N°171 - JUL/AGO 2021
A Pescar las Redes
Diversas iniciativas buscan la gestión responsable, recuperación y reciclaje de redes y aparejos pesqueros.

EDICIÓN N°170 - MAY/JUN 2021
Pesca de Olores
Con diversas acciones, la industria elaboradora de harina y aceite de pescado busca mitigar estas emisiones.

EDICIÓN N°170 - MAY/JUN 2021
Fluido Aporte
Un uso más intensivo del gas permitiría a Chile cumplir con el 73% de sus metas en reducción de GEI.

EDICIÓN N°170 - MAY/JUN 2021
Recursos para Descarbonizar
El sector financiero y de seguros debe incorporar los riesgos asociados al cambio climático.

EDICIÓN N°170 - MAY/JUN 2021
Operación Carbono Negro
¿Qué acciones se impulsan en Chile para reducir estas emisiones que contribuyen al calentamiento global?

EDICIÓN N°170 - MAY/JUN 2021
Del Residuo al Recurso
Hidronor ayuda a mitigar el cambio climático con el uso de GEI para generar electricidad y otras acciones.

EDICIÓN N°170 - MAY/JUN 2021
El Agua y el Litio
Conozca algunas claves sobre la gestión del agua en la industria del litio en Chile.

EDICIÓN N°170 - MAY/JUN 2021
Magna y Ambiental
Un grupo de convencionales entrega sus propuestas para relevar el tema ambiental en la nueva Constitución.

EDICIÓN N°170 - MAY/JUN 2021
La Huella de los Proveedores
¿Cómo impulsar la reducción de emisiones de GEI en la cadena de suministro de una empresa?

EDICIÓN N°170 - MAY/JUN 2021
Valorización Gigante
Varias iniciativas buscan recuperar y valorizar los neumáticos mineros fuera de uso en Chile.

EDICIÓN N°170 - MAY/JUN 2021
Recolección Neumática
Uso de tuberías para recoger residuos domésticos genera beneficios ambientales, sanitarios y económicos.

EDICIÓN N°170 - MAY/JUN 2021
Cuestión de Piel
Consejos para prevenir la dermatitis por contacto que afecta a diversos trabajadores.

EDICIÓN N°170 - MAY/JUN 2021
Calidad Acústica
Pronto partirá la elaboración de una norma para proteger a la población en Chile del ruido ambiental.
EDICIÓN N°170 - MAY/JUN 2021
¿Cómo Regular los COVs?
Antecedentes recomiendan limitar solo el benceno entre los compuestos orgánicos volátiles.

EDICIÓN N°170 - MAY/JUN 2021
Entre Gaviotines y Humedales
Centro de estudios que deberá implementar Dominga si se concreta, tiene precedentes en Mejillones y Valdivia.

ARTÍCULO SITIO WEB
Para Reutilizar el Agua
La tecnología MBR, la osmosis inversa y la ultrafiltración permiten el reúso del agua en las industrias.

EDICIÓN N°169 - MAR/ABR 2021
Concentrados y Herméticos
Diversas iniciativas promueven el transporte de mineral por medios sellados para evitar impactos ambientales.

EDICIÓN N°169 - MAR/ABR 2021
Gestión Vital
Detalles del APL "Certificado Azul" que busca reducir la huella hídrica en los sectores productivos.

EDICIÓN N°169 - MAR/ABR 2021
Para Evitar Siniestros
Revisamos algunas medidas que se pueden aplicar para prevenir incendios en plantas de la industria química.

EDICIÓN N°169 - MAR/ABR 2021
Compromiso de Vida
Aguas Andinas reforzó su compromiso social al extender la suspensión de cortes por dificultades de pago.

EDICIÓN N°169 - MAR/ABR 2021
Al Calor de las Bombas
Las bombas de calor ofrecen ventajas que se pueden aprovechar a nivel industrial, comercial y residencial.

EDICIÓN N°169 - MAR/ABR 2021
Minería Urbana
Es la que realiza Pañiwe al recuperar todo tipo de metales básicos desde residuos electrónicos.

EDICIÓN N°169 - MAR/ABR 2021
Limpieza Fotocatalítica
ReSPR desinfecta el aire y las superficies. Libre de químicos, es aplicable al transporte e industria.

EDICIÓN N°169 - MAR/ABR 2021
Filtros contra la Corrosión
BION ayuda a detectar y eliminar gases corrosivos que dañan componentes electrónicos mineros e industriales.

EDICIÓN N°169 - MAR/ABR 2021
El Litio Carga Baterías
Esta industria sigue fortaleciéndose en Chile para cubrir la mayor demanda que generará la electromovilidad.

EDICIÓN N°169 - MAR/ABR 2021
Metales en los Suelos
Claves para desarrollar una legislación que evite el riesgo de contaminación de los suelos con metales.

EDICIÓN N°169 - MAR/ABR 2021
Relaves con Valor
Crece el interés por recuperar desde éstos y otros residuos mineros, elementos como cobre, hierro y cobalto.

EDICIÓN N°169 - MAR/ABR 2021
Nuevo Marco para el Agua
Conozca la propuesta de institucionalidad pública que prepara el Gobierno para afrontar la crisis hídrica.

EDICIÓN N°169 - MAR/ABR 2021
Los Incendios y la Erosión
Erosión derivada de siniestros forestales de 2017 ha causado millonarias pérdidas en la Región del Maule.

EDICIÓN N°169 - MAR/ABR 2021
SSO en los Rellenos
Los rellenos sanitarios han ido mejorando su desempeño en seguridad y salud ocupacional.

EDICIÓN N°169 - MAR/ABR 2021
La REP a Domicilio
Revisamos el decreto que fija metas de recolección y valorización para envases y embalajes.

EDICIÓN N°169 - MAR/ABR 2021
¿Fracking en Decadencia?
Quiebra de empresas y críticas ambientales tienen en jaque a esta industria de extracción de hidrocarburos.

EDICIÓN N°169 - MAR/ABR 2021
Encierro Saludable
Uso de sistemas de calefacción sustentables evita la contaminación intradomiciliaria.

EDICIÓN N°168 - ENE/FEB 2021
Riesgos Laborales 4.0
La revolución digital, marcada por la automatización, implica nuevos riesgos para los trabajadores.

EDICIÓN N°168 - ENE/FEB 2021
Diálogo Previo
Acercamiento temprano a comunidades ayuda a participación ciudadana en la evaluación ambiental de proyectos.

EDICIÓN N°168 - ENE/FEB 2021
¡De Buena Leche!
La industria láctea nacional avanza en la adopción de estrategias circulares y en el manejo de los residuos.

EDICIÓN N°168 - ENE/FEB 2021
Con Formación Renovable
Irrupción de ERNC ha impulsado el desarrollo de programas técnicos de pregrado, postgrado y capacitación.

EDICIÓN N°168 - ENE/FEB 2021
Reciclaje a la Moda
Los productos textiles se podrían sumar a la Ley REP. Varias iniciativas ya impulsan su reciclaje y/o reuso.

EDICIÓN N°168 - ENE/FEB 2021
Metas sobre Ruedas
Los neumáticos son los primeros productos de la Ley REP con metas de valorización: 90% al año 2030.

EDICIÓN N°168 - ENE/FEB 2021
Socio Estratégico
SGS ofrece una amplia gama de análisis químicos a todos los sectores como apoyo a la consultoría ambiental.
EDICIÓN N°168 - ENE/FEB 2021
Un Puente Necesario
Un análisis al rol del consultor ambiental como intermediario entre las normas y las prioridades sociales.
EDICIÓN N°168 - ENE/FEB 2021
Cuidado Natural
ORBE desarrolla proyectos de compensación y restauración mediante acciones como la reforestación nativa.
EDICIÓN N°168 - ENE/FEB 2021
Más Valor a los Residuos
Hidronor explora opciones para seguir generando valor en la gestión de los residuos industriales.

EDICIÓN N°168 - ENE/FEB 2021
Y Vio la Luz
Se estima que la Ley de Eficiencia Energética permitirá un ahorro de US$15.200 millones.

EDICIÓN N°168 - ENE/FEB 2021
La Ruta Circular
¿Qué acciones incluye la hoja de ruta propuesta para que Chile transite hacia la economía circular?

EDICIÓN N°168 - ENE/FEB 2021
GEI a la Baja
Industriales plantean propuestas para seguir desacelerando la emisión de estos gases.

EDICIÓN N°168 - ENE/FEB 2021
Recuperación de Suelos Urbanos
Webinar presentó técnicas y experiencias de remediación de sitios contaminados en Chile y Europa.

EDICIÓN N°168 - ENE/FEB 2021
¿Cómo Medir NO2?
Destacamos diversas tecnologías para monitorear el dióxido de nitrógeno.

EDICIÓN N°168 - ENE/FEB 2021
Para Reforzar la EAE
Ideas para consolidar el uso de la Evaluación Ambiental Estratégica en Chile.

EDICIÓN N°168 - ENE/FEB 2021
La Minería y los Glaciares
Revisamos los reparos del sector minero al proyecto de ley sobre protección de glaciares.

EDICIÓN N°168 - ENE/FEB 2021
A Reducir el CO2
Acelerar la baja de reducción de estas emisiones es urgente. La ONU plantea algunos retos.

EDICIÓN N°167 - NOV/DIC 2020
Los Lechos Biológicos
Esta tecnología ayuda a proteger los recursos hídricos de los riesgos asociados al uso de plaguicidas.

EDICIÓN N°167 - NOV/DIC 2020
Para un Filtrado Fino
NextSand permite limpiar el agua, filtrando partículas de hasta 3 micras.
EDICIÓN N°167 - NOV/IDC 2020
Conectados con la REP
Revisamos los avances para mejorar la gestión de los residuos electrónicos bajo la Ley REP.

EDICIÓN N°167 - NOV/DIC 2020
Solución Compostable
Los bioplásticos apuntan a reducir, desde la cadena productiva, la generación de residuos plásticos.

EDICIÓN N°167 - NOV/DIC 2020
Historia de Éxitos
Solenis comercializa productos químicos especializados, para diversos sectores y procesos industriales.

EDICIÓN N°167 - NOV/DIC 2020
Claro Aporte
Aguas Patagonia instaló puntos de descarga de aguas servidas para casas rodantes.

EDICIÓN N°167 - NOV/DIC 2020
Casa Blanca, Desafíos Verdes
Reincorporación de Estados Unidos al Acuerdo de París, uno de los compromisos ambientales de Joe Biden.

EDICIÓN N°167 - NOV/DIC 2020
Pura Tecnología
Soluciones para la remoción y filtración de distintos contaminantes presentes en el agua.

EDICIÓN N°167 - NOV/DIC 2020
¿Nuevas Reglas para el SEIA?
Conozca los cambios al Reglamento del Sistema de Evaluación de Impacto Ambiental propuestos por el SEA.

EDICIÓN N°167 - NOV/DIC 2020
Reconociendo a los Changos
Este pueblo, tras ser reconocido como etnia en Chile, deberá incluirse en procesos de evaluación ambiental.

EDICIÓN N°167 - NOV/DIC 2020
Simples y Eficientes
Así son las bombas de lóbulos rotativos Börger, ideales para fluidos viscosos y con alta carga sólida.