Hasta un número de whatsapp tiene la Municipalidad de Coronel para que sus vecinos denuncien los eventos de malos olores, generados principalmente en las plantas pesqueras de la comuna. Esos reclamos permitieron que a seis instalaciones del rubro se las sometiera a un sumario sanitario a comienzos de mayo pasado. Es una situación que se ha repetido con frecuencia en las últimas décadas en esa zona y en otras partes del país.
Consciente del problema, la empresa Camanchaca Pesca Sur desarrolló una aplicación con un georreferenciador de reclamos por olores molestos para su uso por parte de la población de Coronel, independiente de su fuente de origen, para transformar esas quejas en un sistema de colaboración y respuesta.
Como medida más estructural, la Estrategia para la Gestión de Olores en Chile, actualizada por el Ministerio del Medio Ambiente (MMA) en 2017, contiene dentro de sus pilares el fortalecimiento regulatorio de olores de cinco sectores prioritarios, uno de los cuales es el pesquero.
¿Algún avance en relación a este sector? Sí, ya que el 30 de septiembre de 2021, a más tardar, el MMA deberá tener listo el anteproyecto de la "Norma de Emisión de Contaminantes en Centros de Cultivo y Plantas Procesadores de Recursos Hidrobiológicos que, en función de sus olores, generan molestia y constituyen un riesgo a la calidad de vida de la población".
La cartera de gobierno justifica la medida destacando, por ejemplo, que el Programa para la Recuperación Ambiental y Social de Coronel (PRAS) establece dentro de las soluciones para el componente olores "proponer nueva normativa para el sector Plantas Procesadoras de Productos del Mar, como un desafío a nivel nacional para disminuir y eliminar la emanación de malos olores".
El MMA agrega que para la regulación de olores en los distintos sectores se contempla el establecimiento de límites de olor y el uso prioritario de las mejores técnicas disponibles (MTD), "primeramente para prevenir y reducir la generación de olores desde el origen mediante estrategias integradas en el proceso, como son las buenas prácticas, la implementación de un Plan de Gestión de Olores (PGO) y la aplicación de tecnologías de tratamiento", detalla.
Protocolos y Tecnologías
A la espera de la normativa, y para avanzar en el control y mitigación de olores, las empresas asociadas a dos de los principales gremios del rubro -la Asociación Gremial de Armadores e Industriales Pesqueros del Norte Grande (Asipnor) y la Asociación de Industriales Pesqueros (Asipes)- han aplicado en los últimos años "protocolos de buenas prácticas para la gestión de olores". Los documentos incorporan siete fichas relacionados con toda la cadena productiva de la harina de pescado: (1) descarga y transporte de la materia prima, (2) control de la frescura de la materia prima que entra al proceso productivo, (3) hermeticidad del proceso, (4) limpieza profunda en planta, (5) gestión de riles y lodos, (6) mantenciones periódicas y (7) capacitación de los operarios de toda la cadena productiva.
Publicaciones técnicas de Asipes sostienen precisamente que las principales fuentes de olor en la industria pesquera son los procesos de producción de harina de pescado. Ante eso, plantean que "mientras mayor sea la frescura de la materia prima, menor es la degradación proteica de ésta, lo que reduce fuertemente las emisiones de aminas y ácido sulfhídrico asociada a la descomposición, compuestos responsables de los gases odoríficos molestos que generan estos procesos".
Al mismo tiempo, la agrupación destaca cuatro medidas de mitigación aplicadas actualmente por sus asociados:
• Recálculo de la capacidad de los lavadores de vahos existentes y su adaptación a los actuales requerimientos.
• Incorporación de buenas prácticas, entre ellas capacitación de personal y limpieza periódica de pozos.
• Mejoramiento en la hermeticidad de equipos y ductos de vahos.
• Establecimiento de límites máximos para la acumulación en pozos.
Como parte de los antecedentes técnicos para elaborar la norma que regulará la emisión de olores en el sector pesquero, la consultora Envirometrika indica también, en un estudio de 2020, que las plantas de elaboración de harina y aceite de pescado, incluyendo alimento para peces con materia prima fresca, son las que provocan el mayor impacto odorífero en el rubro. Lo anterior se refrenda con la cantidad de denuncias contra estas instalaciones recibidas por la Superintendencia del Medio Ambiente: 53 en 2019, muy por encima de las 21 a los talleres de redes.
Para controlar los malos olores, el análisis sostiene que las plantas pesqueras en Chile utilizan 7 de las 10 MTD disponibles en el mundo: scrubber químico, scrubber biológico, scrubber combinado, scrubber húmedo, biofiltro, oxidación térmica regenerativa y UV con ozono. No emplean filtros de carbón activado, filtros de carbón activado catalítico y oxidación térmica.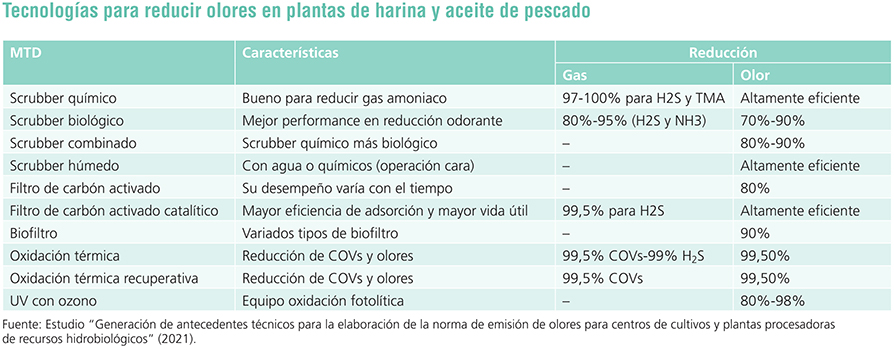
También destaca siete buenas prácticas con el mismo objetivo: limpieza de materia prima en camiones y ductos de descarga, control de la frescura de la materia prima, control de la hermeticidad de los equipos, limpieza de las plantas de harina, gestión de riles y lodos, diseño de equipos y nuevas instalaciones orientadas a controlar los olores, y capacitación a los operarios de toda la cadena productiva en las buenas prácticas implementadas.
En enero de 2021, la misma consultora presentó otro análisis que precisa los niveles de reducción de olor, en plantas elaboradoras de harina y aceite de pescado, de las 10 MTD ya mencionadas (ver cuadro).
Equipos RTO
En el taller de olores "Buenas prácticas y mejores técnicas en la industria de harina y aceite de pescado", un representante de Asipnor expuso que las empresas del sector -en las regiones de Arica, Tarapacá y Antofagasta- privilegian la hermeticidad en las líneas de proceso, el lavado y condensación de gases en torres lavadoras, su incineración en cámaras de combustión de calderas, y su oxidación y quemado en equipos RTO (oxidadores térmicos regenerativos).
El gremio destacó, en particular, esta última solución "porque destruye los compuestos orgánicos volátiles (COVs) y los contaminantes peligrosos del aire (HAP) que se crean a través de procesos químicos y vapores de escape industriales y los convierte en CO2 y vapor de agua".
Los RTO operan de la siguiente manera:
• El gas de proceso cargado de COVs y HAP se introduce a través de un ventilador en el colector de entrada del RTO.
• El control de flujo dirige este gas a las cámaras de recuperación de energía donde se precalienta. El gas de proceso y los contaminantes se calientan progresivamente en los lechos cerámicos a medida que avanzan hacia la cámara de combustión.
• En la cámara de combustión -con el uso de combustible suplementario como gas natural, propano, diésel o biocombustible-, los COVs y HAP son oxidados.
• Una vez purificado, el aire caliente que abandona la cámara de combustión libera energía térmica a medida que pasa a través del lecho cerámico en la dirección del flujo de salida.
• El lecho cerámico de salida se calienta y el gas se enfría para que la temperatura del gas de salida sea solo un poco más alta que la temperatura de entrada del proceso.
• Las válvulas de salida alternan la dirección del flujo de aire hacia los lechos cerámicos para maximizar la recuperación de energía dentro del RTO.
• La alta recuperación de energía dentro de los oxidadores térmicos reduce el requerimiento de combustible auxiliar y ahorra costos de operación.
Entre las ventajas de los sistemas RTO destacan: se pueden adaptar a flujos de aire de caudal bajos, medios y altos; destruyen una amplia variedad de COVs; su costo operativo y de mantenimiento es razonable; alcanzan alta eficiencia térmica; no generan ningún residuo; y son simples ya que tienen pocas partes móviles.
Por el contrario, sus desventajas son el alto costo de inversión y consumo de combustible.
Los equipos RTO son utilizados, por ejemplo, en la planta oriente de Corpesca en Iquique.
+++++
DATO:
72
Plantas de harina y aceite de pescado operan en Chile. Se ubican mayoritariamente en las regiones del Biobío (25), Los Lagos (18), Metropolitana (6), Arica (5) y Coquimbo (5).
Artículo publicado en InduAmbiente 170 (mayo-junio 2021), páginas 70 a 72.

Pesca de Olores
Con diversas acciones, la industria elaboradora de harina y aceite de pescado busca mitigar estas emisiones.



