Arnulfo Oelker Behn
Gerente Técnico de Thermal Engineering
aoelker@thermal.cl
Las plantas pesqueras —especialmente aquellas que producen harina de pescado y conservas— son altamente intensivas en consumo de energía térmica y eléctrica, insumo que representa una fracción importante del OPEX total.
No obstante, en sus procesos productivos existe una alta disponibilidad de fuentes de calor reutilizable, las cuales se identifican y cuantifican en el presente artículo.
Demandas térmicas
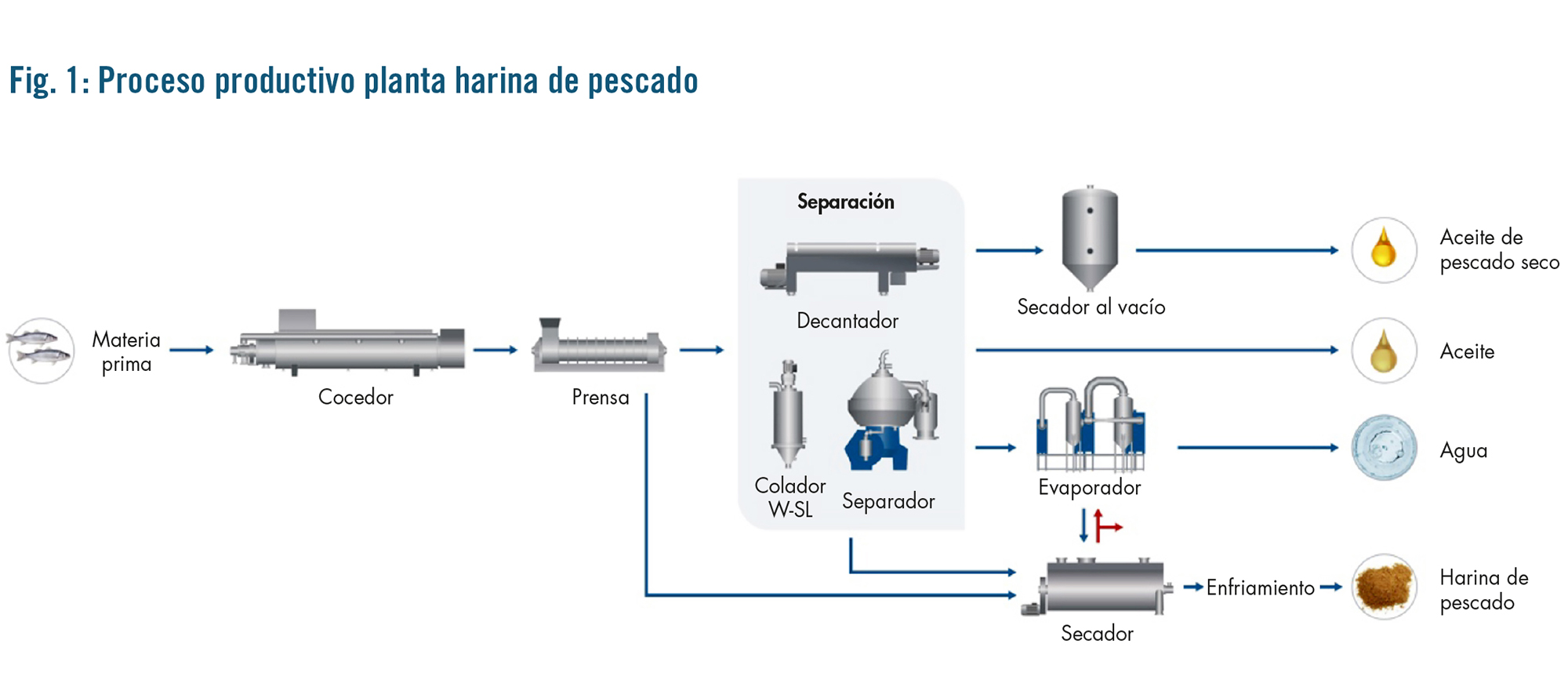
En las plantas de harina de pescado, el rendimiento de producción de harina es de 20 a 25% y aceite de 5 a 8% por tonelada de pescado. El resto corresponde a agua evaporada y líquidos (agua de cola).
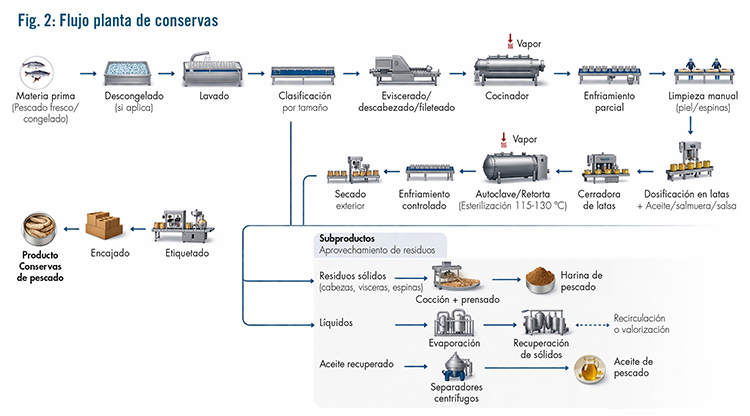
En el caso de las conservas, el rendimiento es de 50 a 65% de producto en conserva por tonelada de pescado, mientras que el resto son cabezas, vísceras y espinas que se utilizan para producir harina de pescado.
El contenido de agua en el pescado es de 70 a 75% y de 8 a 10% en la harina.
Los consumos de energía térmica (vapor) asociados a los principales procesos en las plantas de harina de pescado y en la producción de conservas se presentan en las tablas adjuntas.
Tabla 1: Consumo de vapor en plantas de harina de pescado
| Item | Equipo | Ton vapor/ton pescado | Ton vapor/ton harina | Proporción |
| 1 | Secador | 0.28 – 0.36 | 1.25 – 1.60 | 45 – 55% |
| 2 | Evaporador | 0.14 – 0.20 | 0.62 – 0.90 | 22 – 30% |
| 3 | Cocedor | 0.07 – 0.10 | 0.31 – 0.45 | 10 – 15% |
| 4 | Calentamiento auxiliares | 0.04 – 0.07 | 0.18 – 0.31 | 8 – 12% |
| Total | 0.55 – 0.70 | 2.4 – 3.1 | 100% | |
Tabla 2: Consumo de vapor en producción de conservas
| Item | Equipo | Ton vapor/ton pescado | Ton vapor/ton conserva | Proporción |
| 1 | Retortas | 0.12 – 0.20 | 0.23 – 0.38 | 35 – 45% |
| 2 | Precocción | 0.07 – 012 | 0.13 – 0.23 | 20 – 30% |
| 3 | Exhaust box | 0.04 – 0.07 | 0.08 – 0.13 | 10 – 18% |
| 4 | Calentamiento auxiliares | 0.03 – 0.08 | 0.06 – 0.15 | 10 – 20% |
| Total | 0.25 – 0.45 | 0.45 – 0.90 | 100% | |
Pérdidas de calor
Las principales pérdidas de calor en las plantas de harina de pescado son:
• Gases del secador: Poseen una temperatura de 120-180 °C, una humedad de 20-40% y representan un 35 a 50% de todas las pérdidas de calor.
• Vapores condensados del evaporador de agua de cola, donde se registran temperaturas de 60-75 °C y 70-90 °C. Son un 20 a 30% del total de pérdidas.
• Residuos líquidos (riles): Tienen una temperatura de 30 a 70 °C y corresponden a una pérdida de 5 a 10% del total.
En resumen, la producción de harina consume aproximadamente 0.60 toneladas de vapor por tonelada de pescado, con pérdidas de energía de 30 a 40%, de las cuales 20 a 30% son recuperables.
En la producción de conservas, las principales pérdidas de calor están en:
• Vapor flash y condensado descargado por retorta/autoclaves. Es un 30 a 35% del total perdido.
• Vapores descargados por proceso de precocción/cocción, que corresponden a 15 a 25% de todas las pérdidas.
• Vapor y aire expulsado del exhaust box, que representan un 10 a 15% de las pérdidas totales y son de difícil recuperación.
• Lavado de latas, equipos, preparación salsas, CIP. Aquí se registra agua caliente descargada a 40 a 80 °C, que corresponde a un 10 a 20 % de las pérdidas totales.
En resumen, las conservas consumen aproximadamente 0.35 toneladas de vapor por tonelada de pescado, con pérdidas de energía de 25 a 35%, de las cuales 15 a 25% se pueden recuperar.
Recuperación y ahorro
A continuación se presentan las principales alternativas para recuperar calor, ahorrar combustibles y reducir emisiones en los procesos señalados.
• Plantas de harina de pescado:
-Recuperación calor en secadores de harina, permiten ahorrar 10 a 20% del consumo del secador (8 a 10% del calor total).
-Optimización de evaporadores (agua de cola), mediante evaporadores multiefecto, termocompresión o compresión mecánica, permiten ahorrar 50 a 70% con evaporador multiefecto y hasta 90% con compresión mecánica (5 a 12% del calor total).
-Implementación de una bomba de calor para generar agua caliente a 40-90 °C que se puede utilizar de manera directa, como también en el precalentamiento de cocedores, del aire de secado o del agua de cola. Ahorro: 5 a 15% del calor total.
• Plantas de conservas:
-Recuperación agua caliente de enfriamiento para ser utilizada en caldera, pre-cocción o lavado. Ahorro: 10 a 15%.
-Recuperación vapor flash autoclaves, para ser utilizado en exhaust box y precalentamiento. Ahorro: 3 a 8%.
-Recuperación del calor de los riles, normalmente descargados a 35 °C, permiten generar agua para lavado y servicios. Ahorro: 3 a 8%.
-Utilización de bombas de calor, al igual que para el caso de la planta de harina.
• Alternativas de eficiencia energética:
En relación con la generación, distribución de vapor y retorno de condensado se pueden implementar las siguientes medidas:
-Economizadores para calderas. Ahorro: 5 a 7% del consumo de la caldera.
-Recuperador del calor de las purgas. Ahorro: 2 a 3% del consumo total de combustible.
-Recuperación de condensado (90 a 100 °C) y vapor flash. Ahorro: 5 a 15% del consumo total de combustible.
-Mejorar el aislamiento térmico.
-Incorporar sistemas O2 Trim a los quemadores. Ahorro: 1 a 3% de combustible.
Artículo publicado en InduAmbiente n° 199 (marzo-abril 2026), páginas 80 a 81.



